

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
En el mecanizado y la fabricación, las partes interesadas dan mucha importancia a la precisión. Uno de los muchos aspectos a comprender es la diferencia entre agujeros roscados y agujeros roscados, lo cual es crucial tanto para ingenieros, diseñadores como para maquinistas. Estos conceptos son fundamentales para muchas actividades, desde el ensamblaje de automóviles hasta la industria aeroespacial, y ejemplifican su importancia para el mundo moderno. Pero, ¿qué los diferencia y cuándo se debe utilizar cada uno? Este artículo abordará las características de los agujeros, los procesos y las herramientas empleadas para que los lectores estén mejor informados en sus proyectos. Prepárese para un análisis esclarecedor que explica estos aspectos técnicos. Procesos y su importancia en la manufactura contemporánea.
Los hilos forman parte integral de la pieza. sistema en mecanización y fabricación, siendo la base de muchos sistemas de fijación y conexión. Entre varios métodos de fabricación En estas roscas, el roscado se considera uno de los más precisos y fiables. Pero, ¿cómo se aprecia el roscado y cómo esta apreciación contribuye a mejorar la calidad y la eficiencia de los proyectos? El objetivo de este documento es comprender el roscado en el roscado, describiendo las herramientas críticas y las mejores prácticas. Este documento está diseñado para proporcionar a profesionales y principiantes en el campo la información y los conocimientos necesarios para realizar operaciones de roscado con confianza y tomar las decisiones técnicas adecuadas.
La mayoría de las industrias utilizan ampliamente agujeros roscados, ya que permiten el paso de tornillos y pernos con rosca interna. Sus usos más comunes son la unión de piezas de máquinas, la construcción de estructuras y la instalación de componentes en superficies. Estos agujeros son importantes en las industrias automotriz, aeroespacial y manufacturera, donde la precisión y la resistencia son cruciales para garantizar una estabilidad y fiabilidad constantes. Asimismo, los agujeros roscados se encuentran a menudo en equipos electrónicos y electrodomésticos, ya que se utilizan para el ensamblaje y garantizan ciertos requisitos funcionales. Los agujeros roscados ayudan a unir piezas de forma duradera y a la vez facilitan el desmontaje, de ahí su uso en numerosas industrias.
Muchas industrias diferentes utilizan agujeros roscados por sus capacidades de fijación y su capacidad de ser confiables.
Estos usos ilustran el papel que juegan los agujeros roscados en el encuentro de funcionalidad, seguridad y eficiencia en diversos campos.
Seleccione el tamaño de grifo y broca adecuados siguiendo estos pasos:
Eliminar las conjeturas siempre requiere precisión. Utilice fuentes de información confiables, como el Manual de Maquinaria, para obtener resultados más precisos.
Para minimizar las roturas al roscar se deben seguir las siguientes recomendaciones:
Estos consejos deberían aumentar la productividad y la seguridad en las operaciones de perforación.

Los agujeros roscados y los agujeros roscados se complementan entre sí, pero son términos diferentes en el ámbito de la ingeniería y la fabricación.
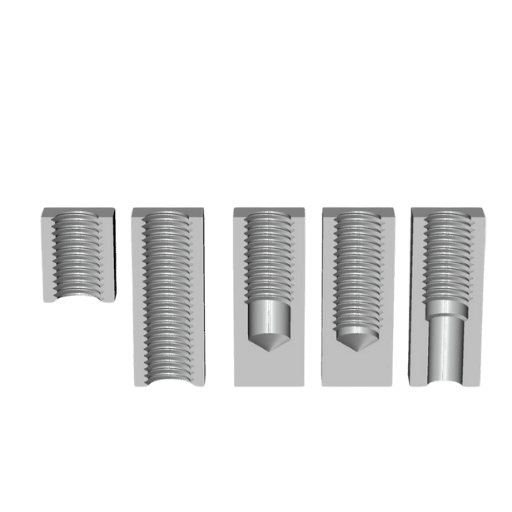
La distinción importante es: ¿cómo se cortan las roscas en el cuerpo? El término "machos" especifica la herramienta utilizada para fabricar las roscas mecanizadas. El término "roscado" se utiliza para referirse a todas las formas de paso interno que se obtienen en un eje.
En algunos casos, un taladro puede utilizarse como herramienta independiente sin machos ni fresas de roscar. Por ejemplo, al taladrar agujeros de paso cuyo diámetro es mayor que el del vástago del tornillo o perno, el taladro puede utilizarse únicamente para penetrar el material y permitir que los elementos de fijación pasen fácilmente por el agujero sin engancharse. Esta técnica también funciona muy bien con agujeros guía utilizados para guiar tornillos en materiales más blandos, como plástico o madera, donde el elemento de fijación se enrosca suavemente. Además, en situaciones donde el agujero no requiere roscas integrales, como los agujeros para pasadores, remaches o espaciadores, el agujero ya perforado será suficiente.
Las propiedades del material en cuestión también son importantes. Taladrar en materiales más blandos no suele requerir accesorios adicionales. Sin embargo, es fundamental utilizar la broca correcta, con la dimensión correcta y la velocidad de rotación correcta para perforar las hendiduras correctamente sin dañar la pieza de trabajo. En el caso de materiales más tenaces, una lubricación y refrigeración adecuadas durante la perforación son fundamentales para la longevidad de la herramienta y el mantenimiento de la calidad del agujero.
Como en la mayoría de las uniones, lo primero que se debe considerar es su propósito. En los agujeros roscados, el sujetador roscado se introduce verticalmente en el agujero. Las roscas no se insertan en un orificio de paso, por lo que el sujetador puede deslizarse a través de los componentes y asegurar las uniones con abrazaderas sin ningún par de retardo. Al igual que en un conjunto atornillado con arandela y tuerca, a menudo se requiere movimiento o alineación para que un sujetador cumpla su función.
El encaje de las roscas en el material es la finalidad de un orificio roscado, lo que lo hace útil para cerrar juntas con un acabado liso o cuando el espacio es limitado, a diferencia de otras aplicaciones. Otros factores a considerar para la selección del tipo de orificio adecuado son el espesor del material, su resistencia y la carga que soporta, factores que, en conjunto, determinan el diseño general y la robustez de la estructura.

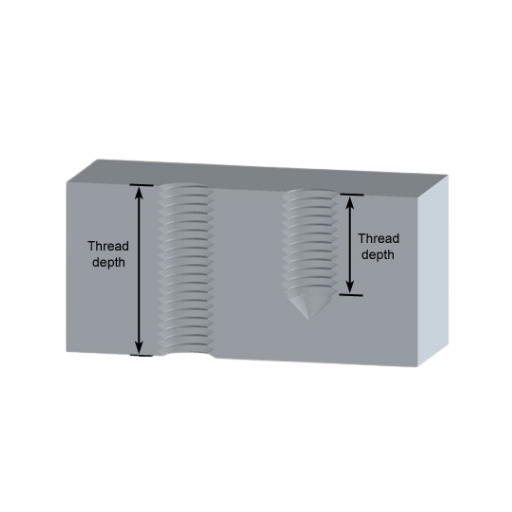
Un agujero ciego se clasifica como aquel que no atraviesa completamente el material, lo que significa que tiene una profundidad definida. Se recomienda su uso en situaciones donde el sujetador o componente no puede extenderse a través del otro lado del material por razones estéticas u otros requisitos funcionales. En ingeniería, construcción, electrónica y manufactura, los agujeros ciegos son muy comunes para restringir ciertos componentes de la estructura a profundidades medidas específicas. Para mecanizar agujeros ciegos eficazmente, es fundamental mantener un control preciso de la profundidad para evitar comprometer el diseño y garantizar la integridad estructural dentro del área de interés.
Es la unión de dos o más componentes mediante tornillos, pernos u otros dispositivos similares que crea una carga métrica, a menudo denominada carga de ensamblaje. Estos dispositivos están diseñados para crear conexiones sólidas y fiables mediante el acoplamiento con orificios o tuercas pre-roscados. Comúnmente, se utilizan para unir piezas que conforman maquinaria, estructuras y, en cierta medida, componentes en... industrias automotrices o aeroespacialesLa principal ventaja de los sujetadores roscados es su fácil mantenimiento, ya que, a diferencia de otros tipos de fijación, se pueden aflojar o retirar por completo. Para una práctica óptima, es fundamental asegurar la correcta alineación de la rosca, el par de apriete y el material utilizado.
Para cortar una rosca correctamente y no romper la pieza ni el macho, es importante seleccionar el tamaño de broca adecuado al roscar. El tamaño de la broca se basa en el tamaño y el paso de la rosca a cortar y está disponible en las tablas de brocas estándar. Para elegir el tamaño de broca adecuado:
Seleccionar un tamaño de broca inadecuado puede provocar roscas flojas y débiles, o machos rotos. Sin duda, existen consecuencias menos graves, aunque todas son indeseables, como cortes de rosca de menor resistencia. Asegúrese siempre de verificar los datos de la tabla y, si es posible, realice pruebas con material de desecho.
Seleccionar el tamaño de rosca correcto implica evaluar la idoneidad de la aplicación específica para garantizar su rendimiento eficaz y el cumplimiento de los estándares aceptados. Empiece evaluando las condiciones de carga y los materiales de las piezas que se ensamblarán, ya que esto ayudará a decidir entre un agujero roscado o uno roscado. Para aplicaciones que requieren alta resistencia, los tamaños de rosca más grandes pueden ser más apropiados, pero para diseños de menor capacidad, con espacio limitado y peso ligero, las roscas más pequeñas pueden ser ideales, lo que indica que existe una diferencia entre agujeros roscados y agujeros sin roscar. Consulte las tablas de estándares de la industria y seleccione el tamaño y el paso con respecto al hombro o la cabeza. Recuerde siempre tener en cuenta el área circundante, como la vibración o las temperaturas, ya que estos factores pueden afectar el tipo de rosca elegido.
Evitar el daño en las roscas permite que los sujetadores de ensamblaje adecuados duren más, además de ser útiles y confiables. Una solución muy plausible es aplicar una lubricación adecuada durante los procesos de instalación o desmontaje con compuestos antiadherentes o lubricantes para roscas que sirven para reducir la fricción y el desgaste que se produce. Además, el uso de herramientas calibradas para aplicar un torque específico es necesario para evitar un apriete excesivo que resulte en el desgaste y la deformación de las roscas. El uso de buenos sujetadores fabricados con los materiales correctos reduce las posibilidades de que se produzcan grietas y corrosión, especialmente en áreas con alta temperatura y humedad. La inspección y el mantenimiento periódicos de los pernos roscados ayudan a detectar el desgaste a tiempo y a tomar las medidas adecuadas y oportunas para prevenir daños mayores. Por último, pero no menos importante, las roscas originales pueden dañarse mediante el uso de insertos o helicoils que permiten someter a presión materiales de base más blandos, manteniendo al mismo tiempo la resistencia y la estabilidad.

A: Los agujeros roscados y los agujeros roscados son dos tipos diferentes de agujeros que se utilizan para tornillos o pernos. Mientras que los agujeros roscados se hacen con una herramienta llamada macho de roscar, los agujeros roscados pueden tener roscas formadas mediante corte o conformado. La diferencia radica en el método de producción de las roscas y su finalidad.
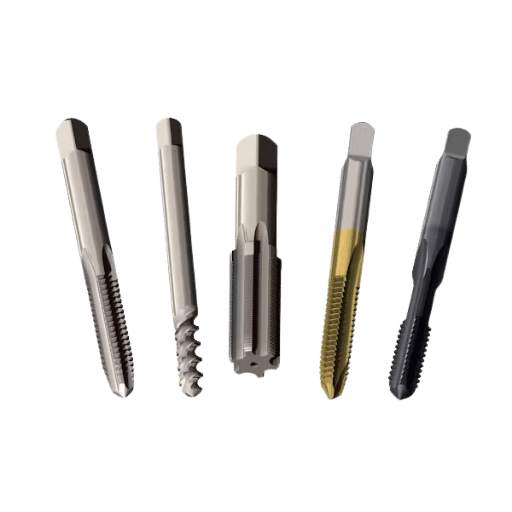
R: Para roscar un agujero, primero se perfora y luego se coloca un macho de roscar conectado a un taladro. Después de perforar el agujero, se debe usar un macho de roscar cónico para roscar el agujero. Para obtener los mejores resultados, asegúrese de aplicar aceite de corte antes de usar el macho de roscar y hágalo lentamente para evitar que se rompa.
R: Un orificio piloto es el primer orificio, y el más pequeño, que una herramienta de corte puede usar para facilitar la perforación de un orificio más grande, a la vez que actúa como medida de protección contra daños a la herramienta. Además, es muy útil para evitar la colocación indeseada del orificio y, por lo tanto, ayuda a posicionarlo perfectamente sin desalineaciones.
R: Un macho cónico se utiliza generalmente para mecanizar agujeros ya roscados. Este macho facilita su introducción en agujeros roscados gracias a su cuerpo cónico. También se utiliza en agujeros ciegos que no requieren mucha precisión.
R: Los agujeros roscados se utilizan ampliamente en el mecanizado CNC para la fijación de piezas, la formación de roscas internas en piezas de trabajo y la precisión en ensamblajes mecánicos. Estas uniones son altamente resistentes y duraderas, lo cual es crucial en muchas industrias.
R: Para determinar el tamaño correcto del orificio para roscar, se recomienda consultar una tabla de brocas para roscar, que detalla el tamaño de broca recomendado para cada tamaño de macho. Un rango razonable garantiza que se alcance el diámetro máximo de la rosca sin dañar el material.
R: La función de un macho de roscar a fondo es crear roscas en agujeros ciegos hasta la profundidad máxima del agujero. Tiene un cono de rosca completo en el extremo, lo que permite roscar en la zona inferior del agujero ciego.
R: En los agujeros perforados, las roscas deben ser lo suficientemente profundas como para acomodar toda la longitud del tornillo o perno. Si la profundidad es demasiado baja, las roscas serán débiles o incompletas, lo que comprometerá la resistencia y durabilidad de la conexión.
R: Al utilizar machos de conformado, el material que crea las roscas se construye sin necesidad de eliminar material. Esto se conoce como conformado. En cambio, cortar roscas de una varilla requiere eliminar material desde la superficie de la varilla utilizando diversas herramientas de corte. Dependiendo de la aplicación, ambos métodos ofrecen sus propias ventajas.
R: El roscado es fundamental en aplicaciones de chapa metálica porque la chapa en sí es delgada y, por lo tanto, el roscado de uniones multidireccionales requiere una técnica precisa. Las roscas hechas en Las chapas metálicas también ayudan a asegurar las piezas. y construir rápidamente construcciones ligeras.
1. Estudio numérico del comportamiento de los conectores en T con pernos en agujeros roscados
2. Análisis experimentales sobre la resistencia de agujeros ciegos roscados
3. Estudio comparativo de orificios piloto roscados y no roscados para tornillos ortopédicos bicorticales: análisis de elementos finitos 3D con una prueba experimental
4. Parámetros que afectan la calidad de los orificios perforados por fricción y las roscas formadas en acero inoxidable austenítico AISI 304
5. Estudio del proceso de roscado de Ti6Al4V mediante simulación por elementos finitos (EF)
6. Toca y muere
7. Tornillo

Los procesos de fabricación son bastante complejos y la elección de un método de producción está directamente relacionada
Más información →
Hay dos métodos de fabricación principales para producir prototipos de plástico que la mayoría de las personas consideran útiles.
Más información →
Como persona involucrada o interesada en el diseño y producción de componentes plásticos,
Más información →