

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
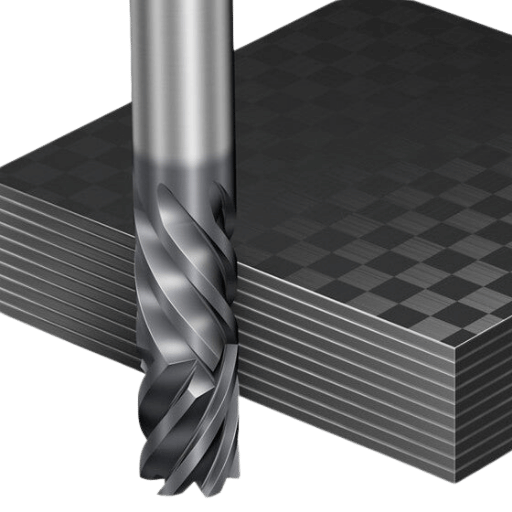
Die Bearbeitung von Kohlenstofffasern erfordert Spezialwerkzeuge, die extremen Abrieb standhalten, ohne dass es zu Absplitterungen oder Delaminationen kommt. Standard-HSS-Fräser verschleißen schnell, und eine ungeeignete Geometrie führt zu Faserausrissen und rauen Schnittkanten. Dieser Artikel behandelt die besten Werkzeugmaterialien, Geometrien und Techniken für saubere und präzise Schnitte in Kohlenstofffaserverbundwerkstoffen. Für einen detaillierteren Einblick in Werkzeuge, Prozesse und Best Practices siehe unseren vollständigen Artikel. Bearbeitungsleitfaden für Kohlefaser.

Es ist sehr wichtig, eine CNC-Maschine zu wählen, die bei der Arbeit mit Kohlefaser Steifigkeit, Toleranz und Staubabsaugung gewährleistet. Unter diesen wäre eine CNC-Maschine mit einem steifen Rahmen vorzuziehen, da sie Vibrationen reduzieren und saubere und präzise Schnitte ermöglichen kann. Darüber hinaus wird die Verwendung von Fräsern mit hohen Spindeldrehzahlen und spezieller Fräser für Verbundwerkstoffe empfohlen. Darüber hinaus ist eine effiziente Staubentfernung nach der Bearbeitung von entscheidender Bedeutung, da der feine Staub, der beim Schneiden der Kohlefaser entsteht, beim Einatmen gesundheitsschädlich ist und die Maschinen beschädigt. In diesem Fall sind 3- oder 5-achsige CNC-Fräser die am häufigsten gewählten Maschinen für die Bearbeitung von Kohlefasern, da diese einen einfachen Werkzeugwechsel je nach Art des zu erstellenden Teils ermöglichen.
Die Qualität, Effektivität und Genauigkeit des Bearbeitungsprozesses wird direkt von der Spindeldrehzahl beeinflusst. Bei Bearbeitungen, die feinere Oberflächen sowie weichere Materialien erfordern, werden beim Schneiden detaillierter Oberflächen höhere Spindeldrehzahlen verwendet, da dies die Details verbessert und Werkzeugspuren reduziert. Im Gegensatz dazu sind bei härteren Materialien und Bearbeitungen, bei denen die Wärmeentwicklung auf ein Minimum beschränkt werden muss, niedrigere Spindeldrehzahlen vorzuziehen, da höhere Drehzahlen das Werkzeug überhitzen und das Material verformen. Das richtige Gleichgewicht zwischen Schneidleistung, Werkzeuglebensdauer und Qualität des bearbeiteten Teils ist entscheidend, weshalb die Wahl der optimalen Spindeldrehzahl von entscheidender Bedeutung ist.
Die Wahl des geeigneten Schneidwerkzeugs ist für die Präzision und Produktivität der Bearbeitungsvorgänge von entscheidender Bedeutung. Die folgenden Werkzeuge sind wichtig:
Die Eigenschaften des Materials, die erforderliche Oberflächenbeschaffenheit und die Art des Bearbeitungsvorgangs bestimmen die Auswahl der Werkzeuge im Hinblick auf effektive Leistung und Genauigkeit.

Sowohl die Werkzeug- als auch die Substrateigenschaften sollten untersucht werden, um sowohl die Vorschubgeschwindigkeit als auch die Schnittgeschwindigkeit beim Fräsen von technischen Kunststoffen anzupassen. Die Schnittgeschwindigkeiten müssen niedriger gehalten werden, um die Hitze des Werkzeugs zu regulieren und eine längere Lebensdauer des Werkzeugs zu gewährleisten. Die internen Vorschubgeschwindigkeiten müssen ebenfalls kontrolliert werden, um ein Ersticken der Schneidfasern zu vermeiden, das zum Ausfransen führen würde. Die Verwendung von Werkzeugen mit verbundwerkstoffspezifischen Kanten und Beschichtungen hilft, diese Herausforderungen zu meistern. Kontrollieren Sie die Parameter so, dass die Spannung in den Materialien neutral oder positiv ist und die Werkzeuge arbeiten; dadurch bleibt die Verbundwerkstoffintegrität erhalten.
Die Verwendung von Diamanten als Teil der Werkzeuge ermöglicht im Vergleich zu herkömmlichen Methoden eine höhere Festigkeit und Genauigkeit. Aufgrund der hohen Härte kommt es beim Schneiden und Bearbeiten dieser Materialien zu einem wesentlich geringeren Verschleiß der Werkzeuge. Dies führt zu einer längeren Lebensdauer und geringeren Wartungskosten. Die verbesserte Kantenbeständigkeit führt zu einer besseren Leistung mit schärferen Schnitten und weniger Schäden am Werkstück. Vor allem ermöglicht die Wärmeleitfähigkeit von Diamantwerkzeugen die Wärmeableitung und verringert letztendlich die Gefahr von Harzschäden in Verbundwerkstoffen. Diese Vorteile bieten zahlreiche Gründe dafür, warum Diamantwerkzeuge das richtige Werkzeug für den Einsatz in der fortschrittlichen Fertigung sind, wo eine Produktion in größeren Stückzahlen erforderlich ist.
Aufgrund der großen Bandbreite an Aufgaben und der Komplexität der Fertigung sind Schleiffräsen für Maschinenbauer von Verbundwerkstoffen unverzichtbar. Diese Fräsen sind speziell mit Schleifbeschichtungen oder bereits eingebetteten Partikeln ausgestattet, die ohne großen Verlust extrem harte Verbundwerkstoffe schneiden können. Fräsen verringern auch die Gefahr von Faserausrissen und Oberflächenschäden und sorgen für hochwertige Oberflächen an bearbeiteten Teilen. Darüber hinaus sind Fräsen aufgrund ihrer hohen Hitze- und Verschleißbeständigkeit in der Luft- und Raumfahrt- sowie der Automobilindustrie unverzichtbar, wo diese beiden Faktoren äußerst wichtig sind.

Das größte Hindernis beim Schneiden von Kohlefasern ist die Delamination aufgrund der Materialkonstruktion. Delamination kann auftreten, wenn die Schneidtechnik oder die verwendeten Werkzeuge nicht speziell sind, was zur Ausdehnung der Schichten führt und die Festigkeit der Kohlekomponente innerhalb der Verbundkohlenstoffstruktur beeinträchtigt. Daher müssen Maßnahmen ergriffen werden, um dieses Problem zu beheben, indem abrasive Fräser oder Diamantklingen verwendet werden, da diese die auf das Material ausgeübte Spannung verringern. Um eine gute Endbearbeitung sicherzustellen und gleichzeitig eine Politur zu erzielen, müssen die entsprechenden Schnittgeschwindigkeiten eingehalten werden, und die Werkzeuggeometrie muss so ausgelegt sein, dass ein Herausziehen der Fasern verhindert wird, während gleichzeitig eine gleichmäßige Ausfransung gewährleistet ist. Die kontinuierliche Überwachung und Wartung der Schneidwerkzeuge trägt wesentlich zur Qualitätssicherung bei.
Die Belastung durch Kohlefaserstaub kann schwerwiegende Auswirkungen auf die Gesundheit haben. Daher ist eine solide Strategie nicht nur in Bezug auf den persönlichen Schutz, sondern auch in Bezug auf die Staubkontrolle erforderlich. Beim Betrieb von Kohlefaserverbundwerkstoffen können Partikel freigesetzt werden, die Haut, Augen und Atemwege reizen können. Bei längerer Belastung können schwerwiegendere gesundheitliche Probleme auftreten. Für saubere Luft sind Belüftungssysteme von grundlegender Bedeutung, da sie mithilfe von HEPA-Filtern (High-Efficiency Particulate Air) Feinstaubpartikel effektiv auffangen. Darüber hinaus können bei Schneid- oder Bearbeitungsprozessen andere lokale Absaugsysteme wie Abzüge und Ablufttische eingesetzt werden, um die Möglichkeit einer Luftverunreinigung mit Feinpartikeln zu begrenzen.
Auch die Verwendung persönlicher Schutzausrüstung (PSA) ist unerlässlich, um die Arbeitnehmer zu schützen und die Belastung zu begrenzen. Zu den wichtigsten PSA-Artikeln gehören die Atemmaske mit Feinstaubfilter, Schutzbrille und Handschuhe, um eine direkte Belastung zu vermeiden. Arbeitgeber müssen sicherstellen, dass Schulungen zur Sauberkeit am Arbeitsplatz sowie zur korrekten Verwendung und Handhabung der PSA Priorität haben. Wenn erhöhte Sicherheitsmaßnahmen ergriffen werden, müssen auch antistatische Maßnahmen ergriffen werden, da Kohlefaserstaub in elektrischen Systemen potenziell gefährlich ist. Durch den Einsatz von PSA, technischen Kontrollen und Verwaltungsstrategien kann das Risiko, das Kohlefaserstaub mit sich bringt, gemindert werden.
Die Verwendung von Kühlmittel bei der Bearbeitung von Kohlefaserteilen ermöglicht eine längere Werkzeuglebensdauer und eine verbesserte Schneidleistung, indem die während des Vorgangs erzeugte Wärme stark reduziert wird und gleichzeitig ein kontrollierter Verschleiß der verwendeten Werkzeuge gewährleistet wird. Aufgrund ihrer Eigenschaften ist Kohlefaser sehr abrasiv, was viel Schneidkraft und Wärme erfordert. Beides führt zu einer sehr schnellen Abnutzung der Werkzeuge, was zu schlechter Leistung und höheren Kosten für das Unternehmen führt. Obwohl Standardkühlmittel aufgrund des Risikos von Materialschäden und Verunreinigungen nicht zu empfehlen sind, ermöglichen einige andere Methoden wie Nebelsysteme oder Kaltluftkühlmittel eine optimale Wärmeregulierung, ohne das Material zu beschädigen. Solche Techniken verbessern die Kühlleistung der Maschinen und verlängern so die Lebensdauer der verwendeten Werkzeuge, während gleichzeitig eine bessere und gleichbleibende Bearbeitungsqualität gewährleistet wird.
Um Abrieb und Verschleiß bei der Bearbeitung von Kohlefasern zu vermeiden, muss unbedingt das richtige Werkzeugmaterial verwendet werden. Die besten Optionen sind Werkzeuge mit diamantähnlichen Beschichtungen (DLC) sowie polykristallinem Diamant (PCD), die eine außergewöhnliche Verschleißfestigkeit bieten und beim Durchqueren stark abrasiver Materialien eine hohe Haltbarkeit gewährleisten. Darüber hinaus sollten bei optimalen Vorschubgeschwindigkeiten auch die Schnittgeschwindigkeiten reduziert werden, um eine kürzere Werkzeugkontaktzeit und einen geringeren Verschleiß zu gewährleisten. Ebenso wichtig ist es, die verwendeten Werkzeuge häufig zu überprüfen, insbesondere nach größeren Operationen, und sie bei Bedarf auszutauschen, um eine schlechte Leistung und einen hohen Verschleiß zu vermeiden. Auf diese Weise kann das Unternehmen eine bessere Bearbeitungseffizienz bieten und die Lebensdauer der verwendeten Werkzeuge verlängern.

Kohlefaser wird in der Automobilindustrie eingesetzt, insbesondere für Hochleistungs- und Luxusautos. Dies wird durch das deutlich verbesserte Verhältnis von Festigkeit zu Gewicht von Kohlefaser im Vergleich zu herkömmlichen Materialien ermöglicht. Karosserieteile, Fahrwerkskomponenten und Antriebswellen werden aus Kohlefaser hergestellt, um den Kraftstoffverbrauch zu senken, da das Gesamtgewicht des Fahrzeugs minimiert wird. Darüber hinaus sorgen die Steifigkeit und Zähigkeit für die strukturelle Integrität und Kontrolle, die für eine effektive Fahrzeugleistung erforderlich sind, und machen sie für Sportwagen und andere High-End-Modelle geeignet. Die ungewöhnlichen Eigenschaften von Kohlefaser, die Korrosion und Umwelteinflüssen widerstehen, garantieren langfristige Zuverlässigkeit. Diese Faktoren erklären, warum Kohlefaser als eines der fortschrittlichsten Materialien im Automobilbau gilt.
CFK-Verbundwerkstoffe sind zu unverzichtbaren Werkstoffen in der Luft- und Raumfahrt geworden, da ihr Verhältnis von Festigkeit zu Gewicht das anderer Werkstoffe wie Aluminium und Stahl übertrifft. Diese Werkstoffe werden häufig zur Herstellung wichtiger Teile der Flugzeugstruktur wie Rumpfabschnitten, Flügeln und Heckkonstruktionen verwendet. Durch die Verringerung des Gesamtgewichts des Flugzeugs verbessern CFK den Kraftstoffverbrauch und die Reichweite. Darüber hinaus sorgen die hohe Wärmebeständigkeit und die größere Ermüdungstoleranz für Leistung und Sicherheit bei anstrengenden Einsätzen. Dies macht CFK zu einem äußerst wichtigen Werkstoff in der Luft- und Raumfahrttechnik.
Leitfähige Fasern haben sich dank ihrer Verbindung mit neueren Technologien wie tragbarer Elektronik, intelligenten Textilien und flexiblen Sensoren stark weiterentwickelt. Dazu gehören metallbeschichtete Polymerfasern und intrinsisch leitfähige Polymere, die es Geweben ermöglichen, elektrische Signale mühelos zu übertragen, und als unterstützende Elemente für Gesundheitsüberwachungssysteme und reaktionsfähige Kleidung dienen. Weitere Entwicklungen konzentrieren sich auch auf die Verbesserung der Leitfähigkeit, Haltbarkeit und Flexibilität von Kohlenstofffasern, damit diese unter unterschiedlichen Bedingungen eine gleichbleibende Leistung erbringen. Darüber hinaus hat die Entwicklung biokompatibler leitfähiger Fasern ihre Verwendung im medizinischen Bereich erweitert, beispielsweise in implantierbaren Sensoren und in der Gewebezüchtung, was ihre Rolle in der neuartigen Materialwissenschaft unterstreicht.
A: Die Methode zur Bearbeitung von Kohlefaserverbundwerkstoffen unterscheidet sich stark von den Techniken zur Metallbearbeitung. Kohlefaser besteht aus langen Ketten ineinandergreifender Kohlenstoffatome, was sie abrasiver und anfälliger für Delamination macht. Da Metall keine Wärmeleitfähigkeit besitzt, staut sich bei der Bearbeitung von Kohlefaser Wärme an, was zu Problemen führen kann. Werkzeuge und Techniken müssen angepasst werden, um eine Beeinträchtigung der mechanischen Eigenschaften des Materials zu vermeiden. Außerdem ist bei Atemschutzmasken besondere Vorsicht geboten, da die Partikel schädlich sein können. Darüber hinaus ist eine Rauchkontrolle unerlässlich, da das Einatmen der Staubpartikel Schäden verursachen kann.
A: Der am besten geeignete Fräser für die Bearbeitung von Kohlefasern ist normalerweise ein Hartmetallfräser. Diese speziellen Fräser sind robust genug, um der ständigen Abnutzung durch die grobe Beschaffenheit von Kohlefasern standzuhalten. Hartmetallfräser sind für das Schneiden von Kohlefasern unverzichtbar, da sie im Vergleich zu normalen Metallschneidwerkzeugen ihre scharfen Kanten viel länger behalten. Diamantbeschichtete Fräser oder Fräser mit polykristallinem Diamant (PCD) sind ebenfalls gute Fräser für Kohlefasern, insbesondere wenn höhere Leistungsniveaus erforderlich sind. Diese Fräser sind extrem langlebig und behalten ihre Schärfe über längere Zeiträume, was bei der Bearbeitung von Kohlefasern große Vorteile bietet.
A: Um Delamination beim Schneiden von Kohlefaserplatten zu vermeiden, beachten Sie das Folgende: Denken Sie immer daran, scharfe Schneidwerkzeuge zu verwenden, die speziell aus Hartmetall für Verbundwerkstoffe hergestellt sind. Verwenden Sie bei einem Hochgeschwindigkeitsspindelwerkzeug außerdem langsamere Vorschubgeschwindigkeiten. Konzentrieren Sie sich auf die richtige Planung des Werkzeugwegs, um die auf das Material wirkenden Kräfte zu verringern. Verwenden Sie Opferstützplatten als zusätzliche Unterstützung für die Kohlefaser. Beim Schneiden von durchgezogenen Schnitten können auch Kompressionsfräsen verwendet werden. Kompressionsfräsen sollten auch bei Durchgangsschnitten hilfreich sein. Außerdem müssen Schnitte sauber gemacht werden, damit auf der Kohlefaseroberfläche nur wenig Wärme erzeugt wird. Einige fortgeschrittene Maschinisten tragen außerdem spezielle Beschichtungen oder Klebeband auf die Oberfläche auf, um Ausfransen und Delamination während des Schneidvorgangs zu verringern.
A: Bei der Bearbeitung von Kohlefaserverbundwerkstoffen müssen die damit verbundenen Gesundheits- und Sicherheitsrisiken stets berücksichtigt werden. Eine Staubmaske oder ein Atemschutzgerät sollte getragen werden, um das Einatmen von Kohlefaserpartikeln und anderen schädlichen Substanzen zu verhindern. Verwenden Sie wirksame Staubsammelsysteme, um die Partikelkonzentration in der Atmosphäre zu verringern. Es sollten Lupenbrillen und Handschuhe getragen werden, um zu verhindern, dass splitternde Fasern in die Augen oder auf die Haut gelangen. Für eine mechanische Belüftung des Arbeitsplatzes sollte gesorgt werden. Nach Abschluss der Bearbeitung sollte der Arbeitsbereich mit einem Staubsauger und einem HEPA-Filter gereinigt werden. Der Bereich sollte niemals mit Druckluft gespült werden, da dies Schmutz in andere Bereiche verwirbelt und so für Unordnung sorgt. Bedenken Sie die Möglichkeit einer statischen Aufladung und treffen Sie geeignete Erdungsmaßnahmen.
A: Um Kohlefaserverbundstoffe richtig zu bohren, ist eine moderate Bohrgeschwindigkeit erforderlich, um Hitzestau und Delamination zu verhindern. Im Allgemeinen werden höhere Spindelgeschwindigkeiten von etwa 3,000 bis 6,000 U/min bei niedriger Vorschubgeschwindigkeit bevorzugt, aber die genaue Geschwindigkeit wird durch die Dicke des Materials und die Größe des verwendeten Bohrers bestimmt. Bei kleinen Löchern mit einem Durchmesser unter sechs Millimetern kann die Geschwindigkeit bis zu 10,000 U/min betragen. Es ist wichtig zu verstehen, dass man nie etwas falsch machen kann, wenn man langsam anfängt und sich allmählich nach oben arbeitet. Darüber hinaus hilft die Verwendung einer Peck-Bohrmethode zusammen mit hochwertigen Hartmetallbohrern dabei, ein sanfteres Bohrergebnis zu erzielen, ohne das Bauteil zu beschädigen.
A: Einige herkömmliche Metallbearbeitungsverfahren können für die Bearbeitung von Kohlefasern angepasst werden, es ist jedoch nicht ratsam, sie als solche zu verwenden. Bestimmte Aspekte der Bearbeitung von Kohlefasern sind anders, daher ist es notwendig, Werkzeuge und Verfahren entsprechend anzupassen. Beim Drehen ist es ratsam, speziell auf Verbundwerkstoffe abgestimmte Werkzeuge zu verwenden, die mit Hartmetall oder Diamant bestückt sind. Erhöhen Sie die Schnittgeschwindigkeit und verringern Sie die Vorschubgeschwindigkeiten im Vergleich zu denen, die bei Metallen verwendet werden. Verwenden Sie ausreichend Kühlung und Staubentfernung. Die Achse der Drehmaschine sollte so positioniert sein, dass Vibrationen auf ein Minimum gedämpft werden, da diese zur Delamination der Kohlefasern führen könnten. Außerdem sollten die Schneidkanten rasiermesserscharf gehalten werden, da es fast unmöglich ist, Kohlefasermaterialien mit stumpfen Werkzeugen zu bearbeiten und eine gute Oberflächengüte zu erzielen.
A: Kohlefaserverbundstoffe können während der Bearbeitung durch Hitze beeinträchtigt werden, insbesondere in den Anfangsphasen der Werkstücke. Wichtig ist hier, dass sich nicht zu viel Hitze staut, da die erzeugte Hitze die Harzmatrix erweichen oder beschädigen kann, was zu Delamination, Verformung oder anderen Veränderungen der mechanischen Eigenschaften führen kann. Um Überhitzung zu vermeiden, verwenden Sie scharfe Schneideinsätze mit weniger Reibung zum Verbundstoff, wie z. B. speziell beschichtete Hartmetallwerkzeuge. Verwenden Sie niedrigere Vorschubgeschwindigkeiten mit höheren Schnittgeschwindigkeiten, um den Hitzestau zu kontrollieren. Vermeiden Sie die Verwendung wasserlöslicher Kühlmittel, da einige Kohlefaserverbundstoffe hygroskopisch sind. Verwenden Sie stattdessen Luft als Kühlmittel. Die Werkzeugwege für die Bearbeitung müssen jedoch auch richtig programmiert werden, um die Erwärmung der Schneidzonen zu berücksichtigen. Verwenden Sie schließlich diamantbeschichtete Werkzeuge, da diese die Wärme effizienter ableiten können.
1. Reduzierung des Werkzeugverschleißes durch richtungsabhängiges Fräsen auf Basis des Schnittwinkels bei der Bearbeitung von kohlenstofffaserverstärktem Kunststoff
2. Der Einsatz von Techniken der künstlichen Intelligenz bei der Untersuchung und Analyse der Oberflächenrauheit bei der Bearbeitung von kohlenstofffaserverstärkten Polymerverbundwerkstoffen muss zur Verbesserung der Präzision ihrer Arbeit genutzt werden.
3. Werkzeugauswahl bei der Kantenbearbeitung von Kohlefaserteilen
4. Verschleißbewertung von CVD-Diamant-beschichteten HSS-Bohrern beim Schneiden von kohlenstofffaserverstärktem Kunststoff (CFK)
5. Aktuelle Trends und Probleme bei der Bearbeitung von kohlenstofffaserverstärkten Polymerverbundlaminaten
Führender Dienstleister für die Bearbeitung von Kohlefasern in China

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Es gibt zwei Hauptherstellungsverfahren für die Produktion von Kunststoffprototypen, die die meisten Menschen als nützlich empfinden.
Mehr erfahren →
Als Person, die an der Konstruktion und Produktion von Kunststoffkomponenten beteiligt oder daran interessiert ist,
Mehr erfahren →