

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Edelstahloberflächen haben in verschiedenen Anwendungen eine erhebliche ästhetische und funktionale Wirkung und sollten daher mit Bedacht ausgewählt werden. In diesem Leitfaden werden drei Oberflächenarten – Mill, 2B und Polish – vorgestellt und ihre besonderen Merkmale, Anwendungen und Vorteile mit Definitionen beschrieben. Unabhängig davon, ob das Projekt Industriemaschinen, Gebäude oder Verzierungen erfordert, ist die Verwirklichung der Vision des Kunden möglich, wenn die erforderlichen Informationen zu diesen Oberflächen zur Hand sind. Das in diesem Artikel vermittelte fundierte und praktische Verständnis der Oberflächen wird Ihnen helfen, fundierte Entscheidungen bezüglich ihrer Auswahl zu treffen, da Sie die Vorteile jedes Angebots kennen.
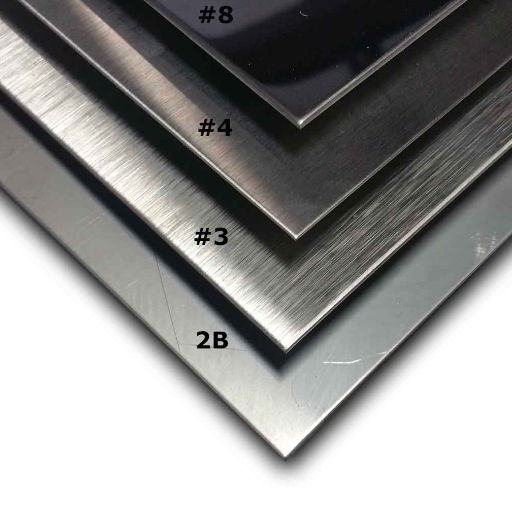
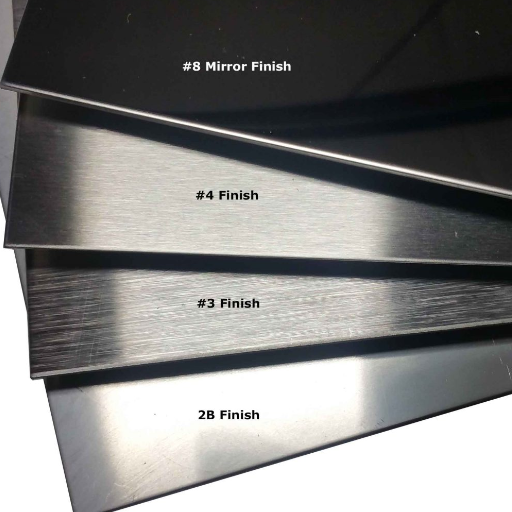
Edelstahloberflächen können in die Kategorien Aussehen, Textur und Funktionalität eingeteilt werden. Einige der Standardoberflächen sind:
Mill Finish (Nr. 1) ist eine grobe, unpolierte Oberflächenbehandlung, die in industriellen Umgebungen verwendet wird, in denen die Oberflächenbeschaffenheit unwichtig ist.
Gebürstetes Finish (Nr. 4) – Die mechanische Oberflächenbehandlung erzeugt eine glatte Textur. Es wird aufgrund seiner weichen und ästhetisch ansprechenden Oberfläche bei Geräten und architektonischen Arbeiten verwendet.
Hochglanzpoliert (Nr. 8) – Die Oberfläche ist glatt und hochglanzpoliert, was zu einer spiegelnden Reflektion führt. Wird bei Aufzügen und bei der Schmuckherstellung zu dekorativen Zwecken verwendet.
Mattes Finish (Nr. 2B): Dies ist eine polierte Oberfläche, die glatt, aber nicht glänzend ist. Sie wird häufig in Lebensmittelverarbeitungsanlagen verwendet.
Satin-Finish – Dieses Finish wird leicht auf die gebürstete Oberfläche aufgetragen, um den Innen- und Außenbereichen des Gebäudes eine edle Note zu verleihen.
Jeder hat einen eigenen ästhetischen und funktionalen Nutzen. Daher muss die Edelstahloberfläche unter Berücksichtigung der Projektanforderungen sorgfältig ausgewählt werden.
Die Walzoberfläche beschreibt die unberührte Oberfläche von Edelstahl nach seiner Herstellung. Sie erscheint rau und matt und weist im Originalzustand einige Unvollkommenheiten auf. Obwohl diese Oberfläche ästhetisch nicht ansprechend ist, ist sie für industrielle Arbeiten oder wenn weiteres Polieren erforderlich ist, dennoch vorteilhaft und daher kosteneffizient.
Technische Parameter der Walzoberfläche:
Die Oberflächenrauheit (Ra) liegt normalerweise zwischen 0.5 und 1.5 µm. Der Wert variiert je nach den bei der Herstellung verwendeten individuellen Verfahren.
Die Reflektivität ist tendenziell gering, kann aber je nach verwendeter Legierung und Verfahren variieren. Meistens ist das Ergebnis eine matte Oberfläche.
Dickentoleranz: Erfüllt die Konformitätsanforderungen der ASTM- und EN-Normen und garantiert Einheitlichkeit für Kontroll- oder Bleche.
Anwendungen: Wird fast immer beim Schweißen, bei Bauarbeiten und als Basis für verschiedene Beschichtungen oder Laminate verwendet.
Die technischen Eigenschaften der Walzoberfläche zu berücksichtigen ist bei der Auswahl des richtigen Materials für Ihr Projekt von entscheidender Bedeutung. Dies gilt insbesondere dann, wenn das Aussehen zweitrangig ist. Sie müssen jedoch auch sicherstellen, dass das Material die erforderlichen Umweltstandards und Leistungserwartungen erfüllt.
Die 2B-Oberfläche wird wegen ihrer Haltbarkeit, Glätte und Vielseitigkeit allgemein geschätzt. Sie wird durch Kaltwalzen und Glühen, einschließlich Entzundern und einem abschließenden leichten Durchgang mit Polierwalzen, erreicht, wodurch eine matte Oberfläche mit Lichtreflexion entsteht. Aufgrund ihrer beeindruckenden ästhetischen und funktionalen Eigenschaften gilt sie als Standardoberfläche für Edelstahl.
Vorteile des 2B Finishs
Korrosionsbeständigkeit: Die hochwertige Oberfläche minimiert Ecken und Winkel, in denen sich Verunreinigungen festsetzen können, und verbessert so die Korrosionsbeständigkeit, insbesondere in Gegenwart von Feuchtigkeit und Chemikalien.
Hygienisch und reinigbar: Sein relativ einheitliches Erscheinungsbild und seine glattere Textur eignen sich ideal für hygienische Anwendungen in der Lebensmittelverarbeitungsindustrie und bei medizinischen Geräten.
Wenig reflektierend: Die Oberfläche ist glänzend, aber nicht extrem, daher ist sie besser für industrielle und architektonische Zwecke geeignet.
Technische Parameter des 2B Finish
Durchschnittliche Rauheit (Ra): Angegeben zwischen 0.3 und 0.5 μm, eine perfekte Mischung aus Glätte und Nutzbarkeit.
Dickentoleranz: Obwohl die Endbearbeitung die Dicke des Materials nicht verändert, bietet sie das gleiche Maß an Präzision wie das Kaltwalzverfahren.
Chromschichterhaltung: Durch die Entzunderung bleibt die schützende Chromoxidschicht des Materials erhalten, welche Rost und Verschleiß vorbeugt und somit lebenswichtig ist.
Anwendungen
2B-Finish wird in zahlreichen Branchen eingesetzt:
Lebensmittel und Getränke: Viele der verwendeten Tanks, Theken und Verarbeitungsmaschinen werden unter hygienischen Gesichtspunkten hergestellt.
Konstruktion: Wird für Verkleidungen, Aufzugsverkleidungen und sehr anspruchsvolle Innen- und Außendesigns verwendet, bei denen es auf Haltbarkeit und Schönheit ankommt.
Maschinen: Aufgrund seiner Korrosionsbeständigkeit und Vielseitigkeit bei Geräten und Rohrleitungen ist es ideal für den industriellen Einsatz.
Küchengeräte und Außenverkleidungen sind unter den von Kunden gekauften Waren stark vertreten und vereinen Funktionalität mit anspruchsvoller Schönheit.
Die Einsicht in die Vielschichtigkeit und Besonderheiten von 2B kann dabei helfen, dessen Einsatz so anzupassen, dass die Leistungs- und Betriebsanforderungen über einen längeren Zeitraum erfüllt werden.
Bei der Analyse polierter Oberflächen habe ich festgestellt, dass ihre Schönheit und Funktionalität durch die richtige Anwendung ihrer Ästhetik weitgehend hervorgehoben werden kann. Polierte Oberflächen sind ideal für Konstruktions- und Designmerkmale, da sie glatt und reflektierend sind, was die Sichtbarkeit dieser Oberflächen erhöht. Abgesehen von der Ästhetik tragen polierte Oberflächen zur Sauberkeit und Oberflächenglätte bei, vereinfachen die Wartung und sind in der Lebensmittelverarbeitung, der Pharmaindustrie und der Gesundheitsbranche von entscheidender Bedeutung.
Polierte Oberflächen weisen in der Regel auch Ra-Glättewerte auf, die der angegebenen Güteklasse entsprechen, wie etwa 0.1 – 0.5 µm für hochglänzende oder ultrahygienische Anwendungen. Diese Parameter sind von größter Bedeutung bei der Kontrolle von Oberflächen in regulierten Umgebungen mit Hauttexturgrenzen, um deren Sicherheits- und Hygienestandards zu gewährleisten. Eine polierte Oberfläche bedeutet, dass ich bei Präzision und Leistung keine Kompromisse bei technischen Anforderungen und Ästhetik eingehe.
Die 2B-Oberfläche von Stahlblechen ist das Ergebnis spezifischer Fertigungsprozesse. Zunächst wird der Edelstahl kaltgewalzt, um die entsprechende Dicke zu erreichen. Anschließend durchläuft er den Skalierungsprozess und wird in einer kontrollierten Umgebung wärmebehandelt, um seine Korrosionsbeständigkeit zu verbessern. Abschließend durchläuft das Blech einen Walzvorgang, der eine gleichmäßige und glänzende Oberfläche erzeugt, die für die 2B-Oberfläche charakteristisch ist. Dieser Prozess erzeugt eine homogene matte Oberfläche, die den Anforderungen zahlreicher Anwendungen gerecht wird.
Das Kaltwalzen ist entscheidend für die Oberflächenbeschaffenheit und die mechanischen Eigenschaften von Edelstahl. Beim Kaltwalzen wird der Stahl zwischen zwei Walzen gelegt und bei Umgebungstemperatur komprimiert. Dadurch wird die Festigkeit des Stahls durch Kaltverfestigung erhöht und gleichzeitig seine Dicke verringert. Nach dem Durchlaufen der Walzen wird der resultierende Dickenwert festgelegt, der normalerweise zwischen 20 % und 50 % liegt und die gewünschten Endeigenschaften verändert.
Dieser Schritt ist entscheidend, um die Duktilität wiederherzustellen und die Mikrostruktur nach dem Kaltwalzen zu verfeinern. In diesem Fall werden Edelstahllegierungen auf etwa 1,850 °F bis 2,100 °F (1,010 °C bis 1,150 °C) erhitzt, wobei die äußere Atmosphäre kontrolliert wird, um Oxidation zu verhindern. Während des Abkühlzyklus werden innere Spannungen abgebaut, gefolgt von einer Stahlerweichung, die die Formbarkeit und Korrosionsbeständigkeit verbessert. Durch die optimale Balance aus Kaltwalzen und Glühen wird ein Endprodukt mit der gewünschten Festigkeit, Oberflächenbeschaffenheit und ausreichender Haltbarkeit für verschiedene industrielle Anwendungen erzielt.
Die Oberflächenrauheit ist eine der wichtigsten Eigenschaften für die Qualität und Funktionalität der betreffenden Metalle, insbesondere für den industriellen Einsatz. Sie beeinflusst die Fähigkeit der Oberfläche, Schutzbeschichtungen, Klebstoffe oder Farben aufzunehmen, und hat Auswirkungen auf Verschleiß, Schmierung und ästhetische Eigenschaften. Nehmen wir als Beispiel die Herstellung von Edelstahl. Eine glattere Oberfläche verbessert die Korrosionsbeständigkeit, da sich keine Verunreinigungen auf der Oberfläche absetzen. Die in Mikrometern (µm) gemessene durchschnittliche Rauheit, die den Wert der durchschnittlichen Rauheit (Ra) darstellt, ist einer der metrischen Benchmarks. Ihr Wert hängt von den Anwendungsspezifikationen ab und liegt im Allgemeinen im Bereich von 0.2 µm bis 1.6 µm.
Das Beizen ist ein Schritt oder Zusatz zur Oberflächenvorbereitung, der dazu dient, Zunder, Rost und andere Verkrustungen von der Metalloberfläche zu entfernen. Es handelt sich dabei um einen chemischen Prozess, bei dem das zu reinigende Objekt unter ständiger Überwachung in eine Salzsäure- (HCl) oder Schwefelsäurelösung (H2SO4) getaucht wird, um sicherzustellen, dass es mit minimaler Beschädigung des Materials gereinigt wird. Die optimalen Parameter variieren in der Regel, umfassen jedoch häufig einen Säureanteil von 5 bis 15 Prozent, einen Temperaturbereich von 150 bis 200 Grad Celsius und eine Behandlungsdauer zwischen fünf und dreißig Minuten. Das Ergebnis ist eine saubere und reaktive Oberfläche, die Beschichtungs-, Schweiß- und Walzprozesse erleichtert.
Durch genaues Management der Oberflächenrauheit und fachmännische Beiztechniken können Leistung, Lebensdauer und Haltbarkeit von Industriematerialien in komplexen Anwendungen deutlich verbessert werden.
Das beste Ergebnis erzielen, während Bearbeitungs- und Poliermaterialien erfordert die Befolgung eines prozessorientierten Ansatzes. Hier sind die Schritte, die ich normalerweise befolge:
Oberflächenvorbereitung
Zuerst überprüfe und reinige ich das Material, indem ich Schmutz, Fett und Oberflächenverunreinigungen entferne. Dieser Schritt stellt sicher, dass Rückstände die Reinigungs- und Poliervorgänge nicht beeinträchtigen. Wenn Präzisionsarbeit erforderlich ist, verwende ich Ultraschallreiniger oder Lösungsmittel.
Maschinenbearbeitung
Ich bringe das Objekt mithilfe von CNC-Maschinen oder Drehmaschinen, die drehen, bohren und fräsen können, näher an seine gewünschte Form und Abmessungen. Die Bearbeitungsschritte richten sich nach der Härte des Materials und der gewünschten Struktur. Die Werkzeugeinstellungen richten sich nach Vorschubgeschwindigkeit, Schnittgeschwindigkeit und Materialeigenschaften. Die Bearbeitung von Aluminium beispielsweise erfolgt mit HSS-Fräsern bei 200-300 m/min, weichere Metalle werden mit viel höheren Geschwindigkeiten geschnitten.
Erstes Polieren
Ich entferne die Schleifmittel in mehreren Schritten. Ich beginne mit groben Bandschleifern, Rotationswerkzeugen oder Schleifklötzen von 80er bis 120er Körnung und sorge zum Schluss für eine gleichmäßige Oberfläche. Die Wahl der Schleifmittel richtet sich nach dem Material. Härterer Edelstahl erfordert Schleifmittel aus Siliziumkarbid.
Feines Polieren
In der zweiten Phase schleife ich mit immer feineren Schleifgängen (z. B. 400er- bis 1,500er-Körnung), um die Oberflächenrauheit und Details des Werkstücks zu polieren und nähere mich so langsam der Fertigstellung. Als letzten Schritt bei der Polierung verwende ich Poliermittel oder Diamantpaste, um bei stark reflektierenden Anwendungen eine spiegelähnliche Oberfläche zu erzielen.
Messung der Oberflächenrauheit
Nach dem Polieren überprüfe ich die Oberflächenrauheit mit einem Profilometer. Abhängig von den erforderlichen Funktionen liegt die Rauheit für bestimmte technische Anwendungen normalerweise im Durchschnittswertbereich zwischen 0.1 und 0.5 µm (Mikrometer). Die Erfüllung dieser Anforderungen gewährleistet die Funktionsfähigkeit in präzisen Umgebungen wie der Luft- und Raumfahrt und medizinischen Geräten, weshalb dies häufig der Fall ist.
Durch die Durchsetzung dieser Parameter und Prozesse stelle ich die gewünschte Ästhetik, Funktionalität und Qualität des Materials sicher.

Die Hochglanzoberfläche von Edelstahl ist nicht nur ästhetisch ansprechend, sondern erfüllt auch viele funktionale Zwecke. Der erste praktische Vorteil der Oberfläche besteht darin, dass ihre glatte und straffe Oberfläche die Korrosionsgefahr minimiert, da keine Mikrospalten vorhanden sind, in denen sich Feuchtigkeit und Verunreinigungen ansammeln könnten. Zweitens ist die Oberfläche auch leichter zu reinigen, was sie für Branchen wie die Lebensmittelverarbeitung und das Gesundheitswesen geeignet macht, in denen Hygiene von entscheidender Bedeutung ist. Eine Hochglanzoberfläche verbessert die Energieeffizienz von Gebäuden oder Dekorationsstücken aufgrund der erhöhten Lichtreflexion. Schließlich ist die auffällige, polierte Optik für alle Produkte ansprechend und wird zur bevorzugten Oberfläche für High-End-Designs.
Bei der Verwaltung und Herstellung einer stark reflektierenden Oberfläche müssen verschiedene technische Spezifikationen festgelegt werden. Beispielsweise sollte die empfohlene Oberflächenrauheit des Materials zwischen 0.01 und 0.05 mm in Ra liegen, um maximale Reflektivität und minimale Lichtstreuung zu gewährleisten. Für anspruchsvollere Anwendungen wie Solarmodule oder sogar Innenbeleuchtungssysteme muss die Reflektivität des Materials über 90 % liegen. Ein weiterer entscheidender Aspekt ist die Korrosionsbeständigkeit, die üblicherweise von Edelstahl (z. B. Güteklasse 316) oder Aluminium mit Beschichtungen geboten wird. Außerdem hilft eine geeignete Passivierungstechnik bei der Oxidationskontrolle, insbesondere in feuchten oder rauen Umgebungen. All diese Faktoren tragen zur Glaubwürdigkeit bei und maximieren die Oberflächenoptimierung für raue industrielle oder dekorative Zwecke.
Die Anwendungen der Lebensmittelverarbeitung
Die Lebensmittelverarbeitung erfordert Materialien, die Hygiene, Langlebigkeit und Kontaminationsfreiheit garantieren. Edelstahl, insbesondere die Güten 304 und 316, wird in ihren Strukturen häufig verwendet, da er korrosionsbeständig, leicht zu reinigen und nicht reaktiv gegenüber Lebensmitteln ist. Güte 316 ist beispielsweise aufgrund seines Molybdängehalts, der die Korrosionsbeständigkeit verbessert, ideal für stark salzhaltige oder säurehaltige Zutaten. Oberflächenbehandlungen wie 2B oder elektropolierte Oberflächen minimieren das Anhaften von Mikroben und rationalisieren Sterilisationsprozesse, wodurch die Sauberkeit optimiert wird. Die Einhaltung der Vorschriften FDA, NSF und ISO 22000 ist für Komponenten, die für den Kontakt mit Lebensmitteln konzipiert sind, häufig obligatorisch. Dazu gehören Mischtanks, Schneideflächen, Fördersysteme usw., um die Lebensmittelsicherheit und gute Herstellungspraktiken während der Lebensmittelproduktion zu verbessern.
Anwendungen in der Automobilindustrie
Die Automobilindustrie nutzt moderne Werkstoffe und Technologien zur Oberflächenbehandlung, um Haltbarkeit, Leistung und ästhetische Qualität zu verbessern. Beschichtete Stähle und hochfeste Aluminiumlegierungen werden häufig aufgrund ihres geringen Gewichts gewählt, das den Kraftstoffverbrauch senkt und gleichzeitig die strukturelle Integrität des Fahrzeugs bewahrt. Fahrgestellsysteme profitieren beispielsweise von der längeren Lebensdauer von verzinktem Stahl und verzinktem Stahl, und Aluminiumlegierungen der 6000er-Serie werden häufig im Karosserierahmenbau verwendet. Elektrophoretische Abscheidung (EPD) und Pulverbeschichtung sind Oberflächenbehandlungen, die vor Korrosion schützen, insbesondere bei schwierigen Straßenbedingungen wie Salz oder Feuchtigkeit. Außerdem werden Motorkomponenten aus hitzebeständigen Materialien wie Keramik oder speziellen Beschichtungen hergestellt, um Zuverlässigkeit bei extremen Temperaturen zu gewährleisten. Zu den vielfältigen Automobilanwendungen gehören Strukturrahmen, Paneele und Bremssysteme, bei denen Leistung und Langlebigkeit von entscheidender Bedeutung sind.
Um ein 8-Spiegelfinish zu erreichen, ist ein fein abgestimmter Prozess erforderlich, um eine makellose Oberfläche mit hoher Reflektivität zu erzielen. In diesem Fall werden mehrere Schritte unternommen, darunter das Feinschleifen unter Einbeziehung zunehmend höherer Körnungsgrade, da höhere Körnungsgrade in der Regel zwischen 120 und 400 liegen. Zunächst polieren wir die Werkstückoberfläche mechanisch mit Schleifmitteln, bis die Oberfläche optisch glatt genug ist, um mit einem Spiegel verglichen zu werden. Zum Abschluss des Prozesses wird das Polieren mit ultrafeinen Mitteln oder Polierpads durchgeführt, sodass keine Kratzer entstehen und der spiegelähnliche Glanz makellos ist. Die erhaltene Oberfläche hat im Allgemeinen einen Ra-Wert (Durchschnittsrauheit) von weniger als oder gleich 0.05 Mikrometer, was dem Rauheitsstandard für ein von der Industrie vorgegebenes authentisches Spiegelfinish entspricht.
Ebenso ist eine Achtelpolitur ein präzise gesteuerter schrittweiser Prozess, der das Erreichen einer so hohen Glätte und Reflektivität ermöglicht. Dennoch wird die geringere Reflektivität der Achtelspiegelpolitur nicht erreicht. Dieses gewöhnliche Verfahren umfasst eine Polierbehandlung, gefolgt von Schleifen mit mittleren Körnungsstufen. Die resultierende Oberfläche ist sehr glatt und weist nur wenige Lawinen auf, weshalb der Ra-Wert, obwohl sehr einheitlich, proportional bei etwa 8 – 0.10 Mikrometer liegt, was eindeutig von den festgelegten Standards abhängt. Diese werden im Allgemeinen in Branchen eingesetzt, die attraktive und hygienische Oberflächen für Lebensmittel und medizinische Zwecke benötigen.

Identifizieren Sie die Art der Oberflächenbehandlung, die für Ästhetik, Korrosionsbeständigkeit oder Bakterienbeständigkeit erforderlich ist. Dadurch wird sichergestellt, dass die gewählte Oberflächenbehandlung funktionale und branchenspezifische Ziele erfüllt.
Denken Sie daran, immer Werkzeuge aus rostfreiem Stahl zu verwenden, einschließlich nicht kontaminierender Schleifmittel und Bürsten. Dadurch wird sichergestellt, dass Materialien nicht zerstört oder beeinträchtigt werden.
Arbeiten Sie beim Schleifen oder Polieren in Richtung der vorhandenen Maserung, um ein einheitliches Erscheinungsbild zu erhalten und Kratzer auf der Oberfläche zu vermeiden.
Edelstahloberflächen sollten während und nach der Endbearbeitung gereinigt und bearbeitet werden. Andernfalls können Verunreinigungen zurückbleiben, die zu Verfärbungen und Korrosion führen.
Führen Sie strenge Inspektionen und Tests durch, einschließlich der Messung der Oberflächenrauheit (Ra-Wert), um sicherzustellen, dass die Oberfläche den gewünschten Standards und Spezifikationen entspricht.
Die richtige Auswahl der Schleifkörnung ist entscheidend, um die gewünschte Oberfläche oder Politur auf Edelstahl zu erzielen und gleichzeitig dessen Integrität zu schützen. Sie hängt in erster Linie von der Art der Oberflächenbehandlung ab, die erreicht werden soll:
Grobe Körnung (36-80er Körnung):
Es eignet sich am besten zum Abtragen von dickem Material oder zum Vorbereiten der Oberfläche für die anschließenden feineren Endbearbeitungsprozesse. Es wird typischerweise bei Vorgängen eingesetzt, bei denen Schweißnähte bearbeitet oder Konturen erstellt werden müssen.
Mittlere Körnung (120-180er Körnung):
Wird zum Glätten rauer Oberflächen und für die ersten Schritte der Polierphase verwendet. Es unterstützt den Übergang von der groben Endbearbeitung zu feineren Polierverfahren.
Feine Körnung (220-400er Körnung):
Wird verwendet, um eine satinierte oder gebürstete Oberfläche zu erzielen. Es gleicht effektiv den Materialabtrag und die Glättung der Oberfläche aus.
Ultrafeine Körnung (600–2000+ Körnung):
Es eignet sich am besten für Oberflächen, die eine spiegelähnliche Oberfläche erfordern oder stark reflektierend sind. Es beseitigt Kratzer und Unvollkommenheiten und sorgt für ein poliertes Aussehen.
Die Körnungen sollten linear angeordnet werden, beginnend mit einem groben Schleifmittel und endend mit einem ultrafeinen. Die Art des verwendeten Edelstahls, das gewünschte Finish und die möglichen Schäden, die durch Überwaschen oder Oberflächenbeschädigungen entstehen können, sollten alle berücksichtigt werden. Regelmäßige Tests, wie z. B. die Messung der Oberflächenrauheit (Ra-Wert), sollten Aufschluss darüber geben, wie der Prozess durchgeführt wird, um die technischen Voraussetzungen zu erfüllen.
Zahlreiche Branchen, vom Bauwesen bis zur Herstellung medizinischer Geräte, verwenden bevorzugt Edelstahl aufgrund seiner Korrosionsbeständigkeit und Rostbeständigkeit. Die Korrosionsbeständigkeit von Edelstahl wird durch das Vorhandensein von Chrom erreicht, das mit Sauerstoff reagiert und sich an der Oberfläche in passiviertes Chromoxid umwandelt, wodurch es unbeweglich wird. Es ist wichtig zu beachten, dass eine bestimmte Edelstahlsorte und ihre Rostbeständigkeit stark von ihrer Zusammensetzung und der Einwirkung von Umwelteinflüssen abhängen.
Wichtige Faktoren, die die Korrosionsbeständigkeit beeinflussen:
Edelstahl enthält mindestens 10.5 % Chrom, und ein höherer Chromwert erhöht die Korrosionsbeständigkeit. Zu den rostbeständigen Stahlsorten gehören die Güte 304 mit 18 % Chrom und die Güte 316 mit 16–18 % Chrom und Molybdänzusatz, die allgemeiner Oxidation stark widerstehen.
Molybdän verbessert die Beständigkeit gegen Lochfraß und Spaltkorrosion, insbesondere in chloridreichen Umgebungen wie Meeresanwendungen. Güte 316 enthält 2–3 % Molybdän und ist daher für solche Bedingungen perfekt geeignet.
Nickel verbessert die Zähigkeit und Formbarkeit, erhöht dadurch die Korrosionsbeständigkeit und ist Bestandteil austenitischer rostfreier Stähle wie 304 und 316.
Eine hochglanzpolierte Oberfläche verringert die Oberflächenrauheit und verbessert die Korrosionsbeständigkeit durch Begrenzung der Spaltbildung. Für Anwendungen, die eine hohe Haltbarkeit und Erosionsbeständigkeit erfordern, ist ein glatter Ra-Wert von 0.2 bis 0.5 Mikrometer vorzuziehen.
Häufige Korrosionsarten und zugehörige Grade:
Güten wie 304 und 304L eignen sich gut für Umgebungen mit geringem Chloridgehalt.
Für Umgebungen, die Meerwasser oder Chloriden ausgesetzt sind, wird aufgrund des zugesetzten Molybdäns die Güte 316 oder 316L empfohlen.
Duplex-Edelstähle wie 2205 weisen eine hohe SCC-Beständigkeit auf und sind daher für die chemische Industrie und Druckbehälter geeignet.
Kohlenstoffarme Varianten wie 304L und 316L tragen dazu bei, Schweißkorrosion zu verhindern, indem sie die Karbidausfällung minimieren.
Technische Parameter und Empfehlungen:
Je besser die gewählte Edelstahlsorte die erforderliche Korrosionsbeständigkeit aufweist, desto besser ist ihre Leistung und Haltbarkeit bei minimalem Wartungsaufwand. Daher ist es wichtig, bei der Auswahl der richtigen Legierung für Ihren Zweck die Umgebungsbedingungen und technischen Anforderungen zu berücksichtigen.
Gebürstetes Finish und mechanisches Polieren von Edelstahl, um die Oberflächenqualität und Ästhetik für bestimmte Anwendungen zu verbessern. Eine Oberflächenpolitur, eine gebürstete Oberfläche, wird durch Schleifbänder oder -bürsten erreicht. Das resultierende unidirektionale Maserungsmuster verleiht der Oberfläche eine matte, strukturierte Beschaffenheit. Diese Oberfläche eignet sich am besten für elegante, moderne Geräte oder architektonische Komponenten. Darüber hinaus ist mechanisches Polieren der Prozess des Polierens einer Edelstahloberfläche mit einer Schleifmaschine und anschließendes Entfernen der Oberflächenrauheit durch feinere Polierschritte, bis eine höhere Glätte erreicht wird, was zu einer reflektierenden Oberfläche führt. Eine solche Technik wird häufig in der Lebensmittelverarbeitung und der Pharmaindustrie verwendet, wo Hygiene und einfache Reinigungspflege von größter Bedeutung sind.
Technische Parameter:
Gebürstete Oberfläche:
Oberflächenrauheit (Ra): 0.4–1.5 Mikrometer, abhängig von den verwendeten Schleifmitteln.
Schleifkörnung: 120 und höher, üblicherweise zwischen Körnung 120–320.
Anwendungsgebiete: Ornamentale Oberflächen, designorientierte Anwendungen.
Mechanisch poliert:
Oberflächenrauheit (Ra): ≤0.25 Mikrometer für Spiegel.
Polierschritte: Der mehrstufige Prozess beginnt mit grober Körnung (150) und führt zu ultrafeiner Körnung (1200 und höher).
Arbeitsumfang: Saubere Umgebungen, sensible Industrien.
Bei beiden Verfahren müssen funktionale und historische Bedingungen berücksichtigt werden, um den Erwartungen an Haltbarkeit, Hygiene und Schönheit gerecht zu werden.

Stahlsorten sind entscheidend für die Qualität, Haltbarkeit und das Aussehen von Edelstahloberflächen. Verschiedene Sorten, wie 304 oder 316, unterscheiden sich in ihrer Zusammensetzung, insbesondere in Bezug auf Chrom, Nickel und andere Legierungsmetalle. So ist beispielsweise Sorte 316 ideal für raue Umgebungen und sanitäre Anwendungen, da sie einen höheren Molybdängehalt aufweist, der die Korrosionsbeständigkeit erhöht. Sorte 304 hingegen ist weniger teuer, vielseitiger und besser für weniger anspruchsvolle dekorative Oberflächen geeignet. Aufgrund der Härte und Duktilität bestimmter Sorten lässt sich die Oberfläche leichter polieren oder bürsten, was sich auf die erzielte Oberflächenstruktur oder -glätte auswirkt. Die richtige Wahl der Stahlsorte garantiert, dass die Oberfläche die beabsichtigten ästhetischen und funktionalen Anforderungen der Anwendung erfüllt.
Die Güteklasse 304 ist zwar vielseitiger und kostengünstiger, sticht aber dennoch im Vergleich zu anderen Legierungsgüten hervor. Allerdings unterscheidet sie sich durch eine vergleichsweise geringere Leistung. Nachfolgend finden Sie einen Vergleich, der das Wesentliche zusammenfasst:
Korrosionsbeständigkeit
304: Gute Korrosionsbeständigkeit in milden Umgebungen, jedoch Loch- und Spaltkorrosion in stark chloridhaltigen Umgebungen.
316: Bessere Beständigkeit gegen Chloride und aggressive Chemikalien aufgrund von 2–3 % Molybdän; daher ideal für maritime oder industrielle Anwendungen.
Temperaturtoleranz
304 – Hohe Betriebseffizienz von ~ -195 °C bis 870 °C – funktioniert gut bei erhöhten Temperaturen, kann aber mit der Zeit verkalken.
316 – Hat eine vergleichbare Hitzebeständigkeit mit zusätzlicher Festigkeit in Hochtemperatur- und korrosiven Umgebungen.
Festigkeit und Duktilität
304 – Bietet hervorragende Duktilität und einfache Verarbeitung mit einer Zugfestigkeit von 515 MPa und einer Streckgrenze von 205 MPa.
430 (ferritischer Edelstahl) – Hat eine geringere Zugfestigkeit (~450 MPa) und begrenzte Duktilität und wird daher oft für dekorative oder strukturell nicht kritische Anwendungen verwendet.
Kosten
304 – gilt aufgrund des geringeren Nickel- und Molybdängehalts als kostengünstiger als 316.
316 – Wird gewählt, wenn die Mehrkosten aufgrund des Molybdängehalts und der höheren Leistungsklasse gerechtfertigt sind.
Anwendungseignung
304 – Wird aufgrund der angemessenen Festigkeit, guten Korrosionsbeständigkeit und niedrigen Kosten für die allgemeine Fertigung, Küchengeräte und Architekturkomponenten in Betracht gezogen.
316 – Bevorzugt in der Pharma-, Lebensmittelverarbeitungs- oder Schifffahrtsindustrie, wo starrere, multidirektionale Belastungsbedingungen vorliegen.
Hersteller können optimale Effizienz und Leistung sicherstellen, indem sie durch die Auswahl der Legierungsqualitäten die Kosten an die ökologischen und technischen Anforderungen anpassen.
Oxidschichten sind bei Edelstahl von großer Bedeutung, da sie die Oberflächenbeschaffenheit und Leistung des Metalls in verschiedenen Anwendungen bestimmen. Diese „passiven“ und schützenden Filme sind Oxidschichten, die entstehen, wenn Chrom in Edelstahl mit Sauerstoff reagiert. Diese Schicht schützt nicht nur vor Korrosion, sondern beeinflusst auch die Schönheit und Glätte der Oberfläche.
Eine Oxidschicht, die man normalerweise auf Edelstahl findet, ist zwischen 1 und 10 Nanometer dick und wird von Umweltfaktoren und der Legierungszusammensetzung beeinflusst. Beispielsweise haben die Sorten 304 und 316 hohe Chromoxidschichten, einige Sorten 304 jedoch nicht. Das bedeutet, dass Chrom der Sorten 304 und 316 normalerweise über 16 – 18 % Chromoxid enthält und 316 16 – 18 % plus 2 – 3 % Molybdän besitzt.
Die Dicke und Gleichmäßigkeit der Oxidschicht beeinflussen die Farbe und die Oberflächenreflexion. Saubere Oxidschichten lassen die Oberfläche glatt und hell erscheinen; Umweltfaktoren wie hohe Luftfeuchtigkeit, Chloride und erhöhte Temperaturen können zu Flecken oder Verfärbungen führen.
Oberflächenbehandlungen wie Polieren und Schleifen beeinflussen die Oxidschicht. Zum Beispiel:
Einige Elemente wie Zeit, Oxidationsmittelkonzentration und Temperatur haben entscheidenden Einfluss auf die Funktion der oxidierten Schicht:
Hersteller können die Leistung verbessern, indem sie das Verhalten der Oxidschicht verstehen und spezifische Oberflächenbehandlungen für die Legierung und Anwendung einbauen. Dies ermöglicht optimale Korrosionsbeständigkeit bei gleichzeitiger Wahrung des ästhetischen Werts.
Die für ein Bauteil gewählte Oberflächenbeschaffenheit wird durch die verwendeten Schweiß- und Fertigungsverfahren beeinflusst, und Leistung und Aussehen des Materials werden hoch bewertet. Schlechte Schweiß- oder Fertigungsverfahren können die Oxidschicht zerstören, was zu Unregelmäßigkeiten wie Verfärbungen, Rauheit und korrosionsanfälligen Bereichen führen kann. Darüber hinaus können thermische Spannungen beim Schweißen die Mikrostruktur des Materials verändern, die nach dem Schweißen behandelt werden muss, um die Oberflächenintegrität zu erreichen.
Einige bei Schweiß- und Fertigungsprozessen relevante Parameter sind:
Wärmeeintrag – Bei zu hoher Hitze ausgeführte Schweißnähte können, insbesondere bei rostfreiem Stahl, zur Sensibilisierung der Korngrenzen führen und so die Korrosionswahrscheinlichkeit erhöhen.
Oberflächenglätte (Ra)—Ein sehr niedriger Ra-Wert erreicht durch Schleifen und Polieren minimiert die Oberflächen in der Lebensmittel- und Pharmaverarbeitung Korrosion oder Schmutz ausgesetzt.
Passivierung nach dem Schweißen – Stellt sicher, dass sich auf der Edelstahloberfläche eine gleichmäßige und schützende Oxidschicht bildet.
Restspannung – Nach dem Schweißen durchgeführte Behandlungen, wie z. B. Glühen, verbessern die Langzeithaltbarkeit.
Die Berücksichtigung und Einbeziehung der oben genannten Parameter bei der Auswahl der Endbearbeitung kann gewährleisten, dass das Endprodukt von höherer Qualität und gleichzeitig funktionaler und zuverlässiger ist.
Führender Anbieter von CNC-Metallbearbeitung in China
A: Edelstahloberflächen sind vielfältig und umfassen Optionen wie Walz-, 2B- und Polieroberflächen. Diese Oberflächen werden hergestellt, um das Aussehen und die Leistung von Edelstahl in verschiedenen Anwendungen zu verbessern.
A: Eine 2B-Walzoberfläche ist eine glänzende Oberfläche, die durch Kaltwalzen, gefolgt von Glühen und Entzundern, erreicht wird. Sie wird häufig wegen ihrer reflektierenden Oberfläche verwendet und eignet sich für verschiedene Oberflächen, die eine glattere Oberfläche erfordern.
A: Ein 4-Finish, ein gebürstetes Finish, ist weniger reflektierend als ein 2B-Walzfinish. Es wird durch polierte Walzen erreicht und wird häufig in Anwendungen wie Restaurantausstattung und architektonischen Elementen verwendet.
A: Eine hell geglühte Oberfläche ist eine hochreflektierende Oberfläche, die durch Wärmebehandlung in einer kontrollierten Atmosphäre erreicht wird. Diese Oberfläche wird häufig für dekorative Zwecke verwendet und bietet eine ausgezeichnete Korrosionsbeständigkeit.
A: Eine 2D-Oberfläche ist eine matte, nicht reflektierende Oberfläche, die durch Kaltwalzen und anschließendes Glühen erzeugt wird. Sie wird in Anwendungen eingesetzt, in denen eine weniger reflektierende Oberfläche erwünscht ist, wie beispielsweise bei der Herstellung von chirurgischen Instrumenten.
A: Ein 8-Spiegel-Finish ist ein hochreflektierendes, poliertes Finish, das durch umfangreiches Polieren erreicht wird. Es wird bei dekorativen Anwendungen verwendet, bei denen ein spiegelähnliches Erscheinungsbild erforderlich ist.
A: Die sogenannte „Walzoberfläche“ ist die gröbste Oberfläche, die direkt aus warm- oder kaltgewalztem Edelstahl hergestellt wird. Sie wird typischerweise bei Anwendungen verwendet, bei denen die Oberflächenglätte nicht entscheidend ist.
A: Bei architektonischen Elementen werden aufgrund ihrer Ästhetik und Korrosionsbeständigkeit häufig verschiedene Oberflächenbehandlungen verwendet, z. B. die Vierschicht- oder die blankgeglühte Oberfläche.
A: Eine Wärmebehandlung, wie beispielsweise Blankglühen, kann die Reflexionseigenschaften von Edelstahloberflächen verbessern und ihre Korrosionsbeständigkeit steigern, sodass sie für Hochtemperaturanwendungen geeignet sind.
A: Je glatter die Oberfläche einer Edelstahloberfläche ist, desto korrosionsbeständiger ist sie. Dies liegt daran, dass glattere Oberflächen weniger Unregelmäßigkeiten aufweisen, an denen korrosive Elemente haften können.

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Es gibt zwei Hauptherstellungsverfahren für die Produktion von Kunststoffprototypen, die die meisten Menschen als nützlich empfinden.
Mehr erfahren →
Als Person, die an der Konstruktion und Produktion von Kunststoffkomponenten beteiligt oder daran interessiert ist,
Mehr erfahren →