

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Der Extrusionsprozess ist eine der wichtigsten und vielseitigsten Fertigungstechniken, bei der unzählige Materialien in präzise, funktionale Formen gebracht werden. Besonders hervorzuheben ist, dass die Bau- und Automobilindustrie komplexe Profile und alltägliche Anwendungen wie die Extrusion von Rohren und Lebensmitteln benötigt. Bei genauerer Betrachtung der Vielschichtigkeit des Verfahrens stellt sich jedoch die Frage: Wie wird eine so vielseitige Funktionalität erreicht? In diesem Dokument werden die technischen Details des Extrusionsverfahrens und seiner verschiedenen Anwendungstechniken beschrieben und seine Bedeutung für moderne Fertigungsinnovationen begründet. Angenommen, Sie sind auf diesem Gebiet tätig oder interessieren sich einfach nur für die Logik, die die Produkte Ihres täglichen Lebens definiert. In diesem Fall wird dieses ausführliche Dokument Ihre Wertschätzung für die Wissenschaft des Extrusionsprozesses steigern.

Als Extrusion bezeichnet man ein Fertigungsverfahren, bei dem ein Material durch Extrusionsdüsen mit gewünschtem Querschnitt geformt wird. Es wird häufig bei Metallen, Kunststoffen und sogar Keramiken eingesetzt. Der Extrusionsprozess beginnt normalerweise mit dem Erhitzen oder Erweichen des Materials, bevor es durch die Düse gedrückt oder gezogen wird. Durch weitere Nachbearbeitung und Verarbeitung kann dann die gewünschte Form erreicht werden. Die Verwendung von Extrusion ist aufgrund ihrer Effizienz, Vielseitigkeit und Fähigkeit, komplexe Formen präzise herzustellen, sehr wertvoll.
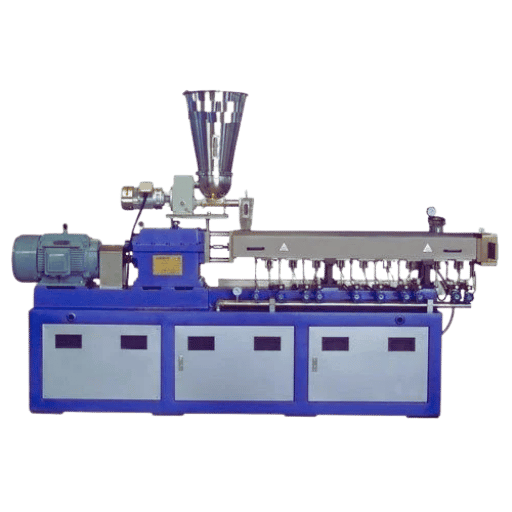
Bei der Extrusion von Polymeren handelt es sich um die Herstellung von Teilen mit konstantem Querschnitt durch Erhitzen und Formen der Polymersubstanzen. Zunächst werden Polymergranulate in ein Fass mit Heizmantel gegeben, das durch mechanisches Rühren (Scheren) und Temperaturanstieg erhitzt wird. Anschließend wird das Polymer aus dem Extruder in eine Düse mit dem gewünschten Profil gepresst. Zunächst wird die erstarrte Struktur durch eine Kühlvorrichtung gekühlt. Das Endprodukt wird dann durch die Kombination von Schneid- und Endbearbeitungswerkzeugen in die richtige Form und Länge geschnitten, während es mit der gewünschten Geschwindigkeit aus der Maschine gezogen wird. Diese Technik wird vorwiegend bei der Herstellung von Rohren, Folien, Platten und anderen Produkten eingesetzt, die als kontinuierliche Polymerprodukte bezeichnet werden.
Die Umsetzung dieser Schritte garantiert eine hohe Qualität und kostengünstige Herstellung der endgültigen Polymerteile.
Beim Extrudieren sind Reibung und Kompression für die Bewegung und Formgebung des Materials von Nutzen. Die Hitze, die die Schnecke gegen den Zylinder dreht, verursacht Reibung, die das Material erweicht. Erhöhter Widerstand im Extruder durch die zu formende Düse übt Druck auf das Material aus und garantiert, dass es geschmolzen und geformt wird. Diese Materialeigenschaften ermöglichen einen gleichmäßigen Fluss und eine genaue Kontrolle über das Endprodukt.
Bei der Materialextrusion werden Rohmaterialpellets oder -pulver verarbeitet, indem sie durch einen beheizten Zylinder und eine Düse gepresst werden, um die gewünschte Form zu erhalten. Um die richtige Form zu erreichen, müssen Fluss, Hitze und Druck kontrolliert werden, um das Material zu erweichen, zu schmelzen und präzise zu formen. Dieses Verfahren wird häufig zur Herstellung von Rohren, Folien und anderen Endlosformen in Branchen eingesetzt, die mit Metallen und Kunststoffen arbeiten. Darüber hinaus ist dieses Verfahren hocheffizient und präzise, was es für die moderne Produktion unverzichtbar macht.
Die Schmelztemperatur ist bei der Extrusion und der thermischen Verarbeitung von entscheidender Bedeutung, da sie maßgeblich die Qualität, Gleichmäßigkeit und mechanische Funktion des Endprodukts bestimmt. Die Schmelztemperatur des Materials sollte einen kontrollierten und gleichmäßigen Fluss durch die Düse ermöglichen, ohne Probleme wie sichtbare Oberflächeninkonsistenzen, unvollständiges Füllen der eingestellten Formen oder Verschlechterung des Materials zu verursachen.
Beispielsweise ändert das Kunststoffextrusionsverfahren die ideale Schmelztemperatur mit dem spezifischen Polymer. Bei Polypropylen (PP) liegt die Schmelztemperatur bei etwa 365 °C bis 410 °C (185 °F bis 210 °F). Bei Polyethylenterephthalat (PET) ist die Schmelztemperatur viel höher, etwa 500 bis 550 Grad Celsius (260 bis 290 Grad Fahrenheit). Das Arbeiten innerhalb der ungefähr festgelegten Bereiche erleichtert den Fluss, während das Überschreiten dieser Bereiche zu thermischem Abbau aufgrund des Zusammenbruchs der Molekularstruktur führt, was die Festigkeit und das Aussehen des Endprodukts verringert.
Darüber hinaus können hohe Schmelztemperaturen eine Oxidation des Harzes verursachen, was zu Verfärbungen und einer Verringerung seines Molekulargewichts führt. Andererseits kann zu wenig Wärme zu einem unvollständigen Schmelzen führen, was zu schlechten Eigenschaften und unzureichender mechanischer Leistung führt. Die moderne Industrie setzt hochentwickelte Maschinen mit präziser Wärmekontrolle ein, um diese Probleme zu lösen. Eine solch präzise Kontrolle garantiert, dass die Wärme gleichmäßig über die Zylinderwand und die Matrizenzonen verteilt wird. Dies erhöht die Produktionseffizienz und verringert gleichzeitig die Menge an Materialabfall und die Qualität des Endprodukts.

Der grundlegende Unterschied zwischen Warm- und Kaltfließpressen liegt in der Temperatur; beide Verfahren unterscheiden sich im Schmelzpunkt und in der Wärmebehandlung des Materials.
Heißextrusion wird bei hohen Temperaturen durchgeführt, oft über der Rekristallisationstemperatur des Materials. Diese Strategien ermöglichen eine einfachere Verformung des Materials, eine geringere Wahrscheinlichkeit einer Kaltverfestigung und einen gleichmäßigen Fluss während des Prozesses. Bei dieser Technik werden Metalle mit hohen Raumtemperaturen wie Aluminium und Stahl verwendet.
Kaltfließpressen erfolgt bei Umgebungstemperatur und höher. Durch Kaltverfestigung können mit dieser Methode mechanische Eigenschaften wie Festigkeit und Härte verbessert werden. Sie wird hauptsächlich bei weicheren Metallen wie Aluminium, Blei oder Zinn verwendet, ermöglicht aber bessere Oberflächen und engere Toleranzen.
Das verwendete Material, die gewünschten Eigenschaften des fertigen Produkts und die Extrusionstechnik sind einige Faktoren, die bei der Entscheidung zwischen Heiß- oder Kaltextrusion analysiert werden müssen.
Das Fließpressen ist ein Fertigungsverfahren, das vorwiegend zur Herstellung von Hohl- oder Halbhohlformen eingesetzt wird. Diese Formen können aus Aluminium, Zinn oder Blei hergestellt werden. Bei dieser Technik wird mit einem Stempel bei hoher Geschwindigkeit und hohem Druck auf einen Metallklumpen geschlagen. Diese Bewegung zwingt das Material, um den Stempel herum und in eine Matrize zu fließen. Das Ergebnis ist ein Teil mit hervorragender Maßgenauigkeit und glatter Oberfläche. Das Fließpressen wird anderen Verfahren vorgezogen, da es so effizient ist, dass es eine schnelle Produktion mit minimalem Abfall ermöglicht. Daher eignet es sich besonders für die Herstellung von Aluminiumdosen, -röhren und kleinen Gehäusen.
Alle diese Techniken müssen entsprechend den Materialeigenschaften, den Produktspezifikationen und der für industrielle Prozesse entscheidenden Effizienz ausgewählt werden, da sie alle unterschiedliche Vor- und Nachteile haben.
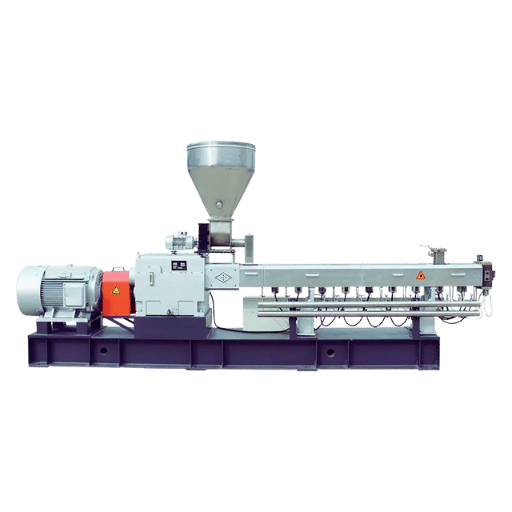
Ein Extruder besteht aus all seinen wesentlichen Teilen: dem Zylinder und den Extrusionsdüsen.
Für jede Komponente können die Führungsrollen erreicht werden, die für einen effektiven und präzisen Extrusionsprozess erforderlich sind.
Neue Entwicklungen im Schneckendesign zielen auf Effizienz, bessere Durchmischung und größere Materialvariabilität ab. Bemerkenswerte Verbesserungen sind:
Es reduziert den Materialverwaltungsaufwand und verbessert die Qualität, Produktionsgeschwindigkeit und Effizienz des Extrusionsprozesses, was sich aufgrund dieser Verbesserungen positiv auswirkt.
Um während des Prozesses eine optimale Materialqualität und eine ordnungsgemäße Extrusion zu erreichen, ist es äußerst wichtig, die Schneckengeschwindigkeit und die Scherraten perfekt einzuhalten. Um Überhitzung oder Partikelabbau zu vermeiden, muss die Schneckengeschwindigkeit je nach Material und entsprechenden Prozessen angepasst werden. Zu hohe Scherraten können das Material beschädigen, insbesondere empfindliche Polymere, und zu niedrige Scherraten können zu einer schlechten Vermischung und Schmelze der Materialien führen. Durch die Echtzeitüberwachung von Prozessen und die Verwendung von Schneckendesigns, die auf das Verhalten des Materials abgestimmt sind, können Hersteller den gewünschten Sollwert erreichen. Dies verbessert die Produktqualität und minimiert gleichzeitig die zerstörerische Wirkung auf Maschinenteile.

Die Einhaltung hoher Temperaturen und Verweilzeiten ist unerlässlich, um Qualitätsverluste zu vermeiden und eine gleichbleibende Qualität zu gewährleisten. Die Überwachung dieser Maßnahmen ist jedoch ebenso wichtig. Bei hohen Temperaturen kommt es zu thermischer Zersetzung, und eine übermäßige Verweilzeit kann die Wahrscheinlichkeit einer Oxidation oder Vernetzung einiger Polymere erhöhen. Eine sorgfältige Überwachung der Temperaturregelung im Zylinderbereich und eine hochpräzise Kalibrierung der Verweilzeit auf Grundlage der thermischen Stabilität des Materials können zur Optimierung dieser Parameter beitragen. Das Erreichen einer gleichbleibenden Qualität ist unerlässlich. Daher können auch modernere Temperaturregelungssysteme und eine regelmäßige Gerätekalibrierung bei dieser Aufgabe hilfreich sein. Eine geeignete Schneckenkonstruktion zusammen mit den richtigen Füllständen im Zylinder ermöglicht eine einfachere Regulierung der Verweilzeit und verringert so den Abfall, was die Gesamteffizienz des Prozesses erhöht.
Die richtige Konstruktion der Extruderdüse am Ende eines Extrudervorgangs ist entscheidend, um die angestrebten Qualitäts- und Effizienzstandards zu erreichen. Ich konzentriere mich beispielsweise auf die Form und Konsistenz des Produkts und verwende das entsprechende Düsendesign mit der erforderlichen Form. Mit richtig konstruierten Düsen können Fehlerquoten durch Reduzierung des Druckabfalls minimiert werden. Darüber hinaus stelle ich sicher, dass die nachgeschalteten Kühlsysteme entsprechend geregelt sind, um die Erstarrungsraten und die plastische Verformung der Flüssigkeit zu kontrollieren. Ich bewerte ständig die Ausrichtung dieser Teile, um Prozessunterbrechungen bei der Extrusion zu vermeiden. So kann ich den gewünschten Qualitätsstandard bei den Ergebnissen aufrechterhalten.
Wie bei vielen Prozessen spielt die Schmelztemperatur beim Extrusionsprozess eine entscheidende Rolle, da zu niedrige oder zu hohe Temperaturen die Qualität des Endprodukts erheblich beeinträchtigen können. Bei richtig eingestellten Schmelztemperaturen kann ein gleichmäßiger Materialfluss erreicht werden, wodurch die Gefahr von inneren Spannungen, Verformungen oder Oberflächeninkonsistenzen verringert wird. Die Materialeigenschaften und das allgemeine Erscheinungsbild des Produkts leiden unter zu hohen Schmelztemperaturen. Im Gegensatz dazu können niedrige Temperaturen zu einem unvollständigen Schmelzen des Materials führen, was zu Verstopfungen und mangelnder Homogenität führt. Das Einhalten des empfohlenen Schmelztemperaturbereichs verbessert die Produktqualitätskonsistenz und die Produktionseffizienz.
A: Beim Extrudieren wird Rohmaterial mithilfe einer Düse in eine bestimmte Form gebracht. Dies wird erreicht, indem entweder geschmolzenes oder festes Material unter hohem Druck durch eine Düse gepresst wird, wobei entweder eine Kolben- oder eine Schneckenpumpe zum Einsatz kommt. In der Industrie wird Extrusionsformung als Formung von Objekten definiert, indem Material durch eine speziell geformte Öffnung gepresst wird.
A: Eine der häufigsten Rohmaterialien sind Pellets, die in den Extruderzylinder geladen und erhitzt werden, bis sie schmelzen. Dieses geschmolzene Material wird dann durch die Düse gepresst, um das extrudierte Teil zu bilden.
A: Es gibt verschiedene Extrusionsverfahren, darunter Heiß-, Kalt- und Warmextrusion. Jedes Verfahren hat unterschiedliche Parameter, wie beispielsweise die Temperatur der Extrusion und das verwendete Material.
A: Beim Extrudieren entsteht die Form dadurch, dass das Material durch eine Düse mit einer bestimmten Form geführt wird. An diesem Punkt kühlt das Material ab und behält die von der Düse gegossene Form bei.
A: Durch Extrusion können verschiedene Produkte hergestellt werden, darunter Metalle, Polymere, Keramik und Lebensmittel. Jedes Produkt hat seine eigenen Prozessparameter, die für optimale Ergebnisse eingehalten werden müssen.
A: Der Extruderzylinder ist der Teil des Extruders, der eine Schnecke oder einen Kolben enthält, der das Rohmaterial bewegt und komprimiert. Außerdem wärmt er das Material vor und schmilzt es, bevor es aus der Düse gedrückt und extrudiert wird.
A: Metallextrusion ist ein Fertigungsverfahren, bei dem Rohmetall durch eine Matrize gepresst wird, um Teile mit einem bestimmten Querschnitt herzustellen. Dabei können gleichmäßige und stabile Komponenten wie Rohre, Schläuche und sogar andere Strukturteile hergestellt werden.
A: Der Dosierabschnitt der Extruderschnecke ist für die Durchflussregelung des geschmolzenen Materials für bestimmte Teile des Extrusionsprozesses verantwortlich. Er ermöglicht die Teileverteilung über der Düse, was für die Herstellung der besten extrudierten Teile entscheidend ist.
A: Als Prozessparameter werden alle von einer Maschine vorgegebenen Parameter bezeichnet, wie Temperatur, ausgeübter Druck sowie die Geschwindigkeit der Maschinenkomponenten und deren jeweilige Umdrehungen. Diese Parameter sind für die Qualität und Proportionen des extrudierten Artikels verantwortlich.
A: Bei der Extrusionsanwendung werden komplexe Formen mithilfe von Matrizen mit unterschiedlich komplexen Querschnittsformen für die Detailarbeit hergestellt. Aufgrund der Flexibilität des Extrusionsprozesses können Teile mit detaillierten und vielfältigen Designmerkmalen hergestellt werden.
1. „Numerische Optimierung von Schäden bei Extrusionsprozessen“
2. „Ein Überblick über die Prozessmodellierung für die Polymerextrusion“
3. Extrusion
4. Führender Anbieter von Aluminium-Extrusionsbearbeitung in China

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Es gibt zwei Hauptherstellungsverfahren für die Produktion von Kunststoffprototypen, die die meisten Menschen als nützlich empfinden.
Mehr erfahren →
Als Person, die an der Konstruktion und Produktion von Kunststoffkomponenten beteiligt oder daran interessiert ist,
Mehr erfahren →