

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Das Erscheinungsbild des Materials zu verbessern und ihm eine ästhetische Note zu verleihen, wird durch die Pulverbeschichtung der Aluminiumseiten erleichtert. Dank Pulverbeschichtung müssen Sie sich keine Sorgen mehr um Korrosion, Verschleiß und andere Umwelteinflüsse machen. In diesem Artikel stellen wir die Werkzeuge, wichtigsten Schritte und wesentlichen Techniken vor, die Sie befolgen müssen, um Aluminium wie ein Handwerker zu beschichten. Indem Sie die erforderlichen Schritte von der Oberflächenvorbereitung bis zur Aushärtung durchführen, können Sie die Aluminiumoberfläche glatt, haltbar und ästhetisch ansprechend gestalten. Sie suchen nach Möglichkeiten, Ihre Pulverbeschichtungskenntnisse zu verbessern? Keine Sorge, denn dieser Leitfaden hilft sowohl Branchenprofis als auch Heimwerkern, ihre Fähigkeiten weiter zu verbessern, sodass sie die genauen notwendigen Schritte kennen, um optimale Ergebnisse zu erzielen. Mit dem vermittelten Wissen sind Sie für jedes Aluminium-Pulverbeschichtungsprojekt präzise und ausgewogen vorbereitet.

Pulverbeschichten ist das Verfahren, bei dem eine trockene Spezialbeschichtung auf eine Oberfläche aufgetragen wird. Anschließend wird die Oberfläche eingebrannt, um eine gleichmäßige, verschleißfeste Oberfläche zu erhalten. Besonders Aluminium profitiert aufgrund seines Gewichts und seiner porenfreien Beschaffenheit von diesem Verfahren. Aluminium ist zudem sehr empfindlich gegenüber Korrosion, Verschleiß und anderen Umwelteinflüssen, weshalb auch die Strukturbeschichtung sinnvoll ist. Pulverbeschichten ist wirtschaftlich, umweltverträglich und ästhetisch ansprechend und daher branchenübergreifend sehr beliebt.
Dieser Prozess besteht im Wesentlichen aus drei Schritten: Oberflächenvorbereitung, Auftragen und Aushärten. Wie der Name schon sagt, wird beim Pulverbeschichten die Aluminiumoberfläche mit einem Pulver beschichtet, das geschmolzen und ausgehärtet werden muss. Zunächst wird die Oberfläche gereinigt, um mögliche Verunreinigungen wie Öl, Schmutz oder alternde Beschichtungen zu entfernen. Die Oberflächenreinigung umfasst Ätzen oder Sandstrahlen, um eine starke Haftung für die Beschichtung zu gewährleisten.
Zunächst werden Aluminiumlegierungen mit einer Vielzahl chemischer und mechanischer Verfahren behandelt, die speziell auf ihre Oberflächenreinigung zugeschnitten sind. Anschließend wird mit einer speziellen elektrostatischen Pistole eine Pulvermischung aus Pigmenten, Harz und anderen notwendigen Bestandteilen aufgesprüht, die elektrostatisch aufgeladen ist. Diese Pistole bietet zahlreiche Vorteile, unter anderem sorgt sie dafür, dass die Pulverpartikel sauber und gleichmäßig auf der geerdeten Metalloberfläche haften bleiben. Durch die Ladung wird ihre Haftung auf der Oberfläche deutlich erleichtert. Das lackierte Objekt wird anschließend in einem Spezialofen bei in der Regel etwa 300 bis 400 °C ausgehärtet. Die dabei entstehende Verbindung zwischen Beschichtung und Metall sorgt nach dem Abkühlen für eine starke, gleichbleibende Oberfläche.
Die Daten zeigen, dass Pulverbeschichtungen durchschnittliche Schichtdicken von 2 bis 6 Mikrometern aufweisen und gute Haftungs- und Oberflächenverschleißeigenschaften aufweisen. Branchenstudien zeigen, dass Pulverbeschichtungen eine Übertragungseffizienz von über 50 % aufweisen und damit hinsichtlich des Abfallaufkommens deutlich besser sind als Flüssigbeschichtungen. Darüber hinaus ermöglichten sie die Herstellung von Pulvern mit niedriger Aushärtungstemperatur, die nicht nur umweltfreundlicher sind, sondern auch den Energieverbrauch in der Aushärtungsphase senken.
, da dieses Verfahren auch eine höhere Widerstandsfähigkeit gegen Absplitterungen, Kratzer oder andere natürliche Abnutzungserscheinungen aufweist. Mit dem technologischen Fortschritt wird die Pulverbeschichtung zunehmend in der Automobil-, Bau- und Konsumgüterindustrie eingesetzt und bewährt sich als Veredelungsoption.
Dies sind nur einige der Vorteile, die die Pulverbeschichtung zu einem bevorzugten Veredelungsverfahren für Aluminiumprodukte in verschiedenen Branchen machen. Der erste Vorteil ist ihre hohe Widerstandsfähigkeit. Pulverbeschichtung ist deutlich haltbarer als herkömmliche Flüssiglacke, die schneller korrodieren, verblassen und verschleißen. Im Gegensatz zu herkömmlichen Lacken ist Pulverbeschichtung widerstandsfähiger und bietet besseren Schutz vor verschiedenen Witterungseinflüssen. Neben Feuchtigkeit wird Lack auch durch UV-Strahlung und extreme Temperaturen stark beschädigt. Die Schutzschicht wiederum erweist sich für Aluminiumprodukte, die im Freien eingesetzt werden, als unschätzbar wertvoll.
Ein weiterer wichtiger Vorteil ist die Umweltverträglichkeit. Pulverlacke enthalten keine flüchtigen organischen Verbindungen und keine gefährlichen Luftschadstoffe, was den Herstellern hilft, die Umweltbelastung durch AIP zu reduzieren. Darüber hinaus kann der durch Overspray bei der Pulverbeschichtung entstehende Abfall häufig wiederverwertet werden, was die Ressourceneffizienz verbessert.
Pulverbeschichtung reduziert die Kosten für die langfristige Instandhaltung von Aluminiumprodukten und ist daher wirtschaftlich vorteilhaft. Die beschichteten Oberflächen halten zudem deutlich länger, sodass der Bedarf an Neulackierungen deutlich sinkt, was die Kosteneffizienz weiter steigert. Untersuchungen haben gezeigt, dass Aluminiumpulverbeschichtungen die Kosten über einen Zeitraum von 15 bis 20 Jahren erheblich senken können.
Aus ästhetischer Sicht bieten Pulverbeschichtungen ein breites Spektrum an Farben, Texturen und Oberflächen, die individuell an Ihre Designwünsche angepasst werden können. Moderne Fortschritte in der Pulverbeschichtungstechnologie ermöglichen zudem eine präzise Anwendung und sorgen dafür, dass Aluminiumprodukte dank ihrer glatten und gleichmäßigen Beschichtung ein ansprechendes Aussehen erhalten.
Diese kombinierten Vorteile stellen sicher, dass die Beschichtung ihre funktionalen und ästhetischen Anforderungen für verschiedene Anwendungen erfüllt, darunter unter anderem Architekturrahmen, Fahrzeugteile und Haushaltsprodukte. Dies verdeutlicht, warum sie sich hervorragend für Aluminiumkomponenten eignet.
Im Vergleich zu herkömmlichen Methoden der Oberflächenveredelung wie Nasslackieren und Eloxieren hat sich die Pulverbeschichtung aufgrund ihrer zahlreichen Vorteile in vielen Branchen zur ersten Wahl entwickelt. Nasslacke enthalten schädliche Lösungsmittel, die flüchtige organische Verbindungen freisetzen. Im Gegensatz dazu ist Pulverbeschichtung eine umweltfreundliche Beschichtung, da keine teuren, abfallproduzierenden Chemikalien verwendet werden. Im Gegensatz zur Nasslackierung ist eine Abfallreduzierung von bis zu 95 % möglich, da Restpulver gesammelt und wiederverwendet wird. Emissionen und Abfall gefährlicher Chemikalien werden deutlich reduziert, und diese Beschichtung kommt ohne Lösungsmittel aus.
Im Vergleich zum Eloxieren, das üblicherweise für Aluminiumoberflächen verwendet wird, ist die Vielfalt an Farben, Texturen und Veredelungseigenschaften beim Eloxieren begrenzt. Die Beschichtung bietet zwar eine gewisse Korrosionsbeständigkeit, der Mangel an ästhetischen Eigenschaften und die UV-Beständigkeit bieten jedoch nur geringe Vorteile. Durch die Verwendung geeigneter Formulierungen können pulverbeständige UV-Beschichtungen hergestellt werden, die auch unter schwierigen Außenbedingungen wie rauem Wetter verschiedene leuchtende Farben erhalten.
Darüber hinaus zeichnet sich Pulverbeschichtung im Vergleich zu Flüssiglacken durch eine bessere Haftung sowie eine bessere Kontrolle der Schichtdicke aus und bietet so Schutz vor Absplitterungen, Kratzern und allgemeiner Abnutzung. Studien zeigen, dass pulverbeschichtete Oberflächen eine um 25 % höhere Abrieb- und Stoßfestigkeit aufweisen als eloxierte oder lackierte Oberflächen. Diese Vorteile und die Kosteneinsparungen, die üblicherweise durch reduzierten Materialabfall und Energieverbrauch erzielt werden, machen die Pulverbeschichtung zu einem der wichtigsten Veredelungsmethoden für verschiedene Anwendungen.
Die effiziente Reinigung und Entfettung von Aluminiumoberflächen ist entscheidend für die optimale Haftung und Haltbarkeit der Pulverbeschichtung. Die meisten Reinigungsprozesse beginnen mit der Entfernung von Schmutz, Fett und anderen Verunreinigungen mithilfe alkalischer oder saurer Reinigungslösungen. Erstere enthalten oft Natriumhydroxid oder Kaliumhydroxid, die organische Rückstände und Öle sehr effizient lösen. Letztere sind saure Reiniger mit milden, phosphorsäurehaltigen Lösungen, die Oxide effektiv entfernen und die Oberfläche für weitere Behandlungen vorbereiten.
In der modernen Industrie werden häufig mehrere Vorreinigungsbäder eingesetzt, in denen das Aluminium in 49–71 Grad Celsius heiße Reinigungslösungen getaucht wird. Dies erhöht die Wirksamkeit der verwendeten Chemikalien. Auch die Ultraschallreinigung hat sich als überlegene Alternative erwiesen, da sie Schallwellen in einer Flüssigkeit nutzt, um feine Verunreinigungen zu entfernen. Es wurde beobachtet, dass gründliches Reinigen und Wachsen vor dem Auftragen einer Pulverbeschichtung die Haftung um fast 30 Prozent verbessert, was wiederum das Risiko von Defekten wie Abblättern und Blasenbildung verringert. Nach der Reinigung empfiehlt es sich, die Aluminiumoberfläche mit deionisiertem Wasser abzuspülen, um Rückstände zu vermeiden, die den Beschichtungsprozess behindern könnten. Bei korrekter Ausführung garantiert dieser Schritt eine Oberfläche, die sich ideal für die Konversions- oder Pulverbeschichtung eignet.
Sandstrahlen eignet sich für Oberflächen, die Rost entfernen, alte Beschichtungen entfernen oder andere Oberflächenfehler aufweisen, die die Haftung neuer Beschichtungen beeinträchtigen würden. Sandstrahlen wird im Allgemeinen auf Metallen, Beton und anderen robusten Materialien durchgeführt, die dem Schleifprozess standhalten.
Wählen Sie zum Sandstrahlen zunächst das passende Strahlmittel je nach Art und Zustand der zu behandelnden Oberfläche. Sorgen Sie für ausreichende Belüftung und beachten Sie alle Sicherheitsvorkehrungen, einschließlich des Tragens von Schutzkleidung. Wenden Sie während des gesamten Vorgangs gleichmäßigen Druck und den gleichen Winkel an. Die Oberfläche muss vor dem Beschichtungsprozess sauber sandgestrahlt werden, um feine Strahlmittelpartikel zu entfernen.
Um die Klebeeigenschaften zu verbessern, werden üblicherweise einige geeignete Vorbehandlungstechniken angewendet:
Die Wahl der Technik muss auf den Untergrund, die Umgebung und die jeweils zu verwendende Beschichtung abgestimmt sein.
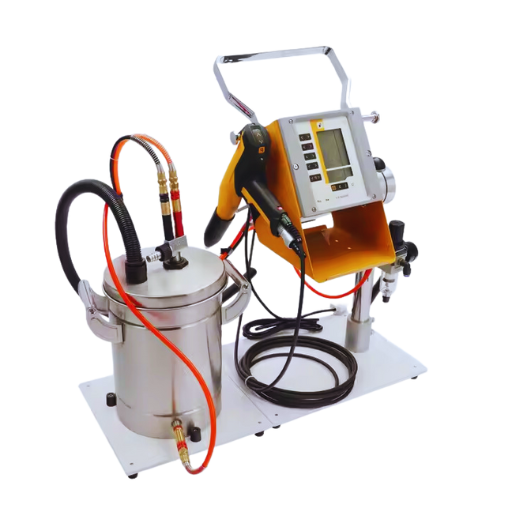
Um Aluminium erfolgreich pulverbeschichten zu können, bereite ich stets einige Werkzeuge und Materialien vor. Zunächst trage ich das Pulver mit einer Pulverpistole auf und verwende einen Luftkompressor, um eine gleichmäßige Verteilung zu gewährleisten. Anschließend lege ich mir das Reinigungsmittel oder den Entfetter sowie die Schleifwerkzeuge oder Schleifpads bereit, mit denen ich die Oberfläche reinige und aufraue. Zur Belüftung nutze ich eine Spritzkabine oder einen anderen dafür vorgesehenen Bereich, in dem sich das Pulver befindet, sowie die Kabinenabluft. Anschließend lege ich das Aluminium in einen Hochtemperaturofen, der die erforderliche Aushärtungstemperatur von etwa 375–400 °C erreichen kann. Abschließend erreiche ich die gewünschte Beschichtung mit dem für Aluminium empfohlenen Qualitätspulverbeschichtungsmaterial.
Die Wahl des richtigen Pulverbeschichtungssystems ist entscheidend für Effizienz, Qualität und Zuverlässigkeit im Beschichtungsprozess. Maschinenseitig lässt sich der Aluminium-Pulverbeschichtungsprozess durch Optimierung der Pistolenproduktivität, der Pulverflusskontrolle und der Benutzerfreundlichkeit optimieren. Die elektrostatischen Spritzpistolen sind eines der wichtigsten Bauteile. Moderne Modelle verfügen in der Regel über ausgeklügelte Steuerungen für Spannung und Stromstärke, die eine bedarfsgerechte Beschichtung ermöglichen. Ein Großteil der Hochleistungsmodelle bietet einstellbare Werte von 30–100 kV, was sich für unterschiedliche Substrattypen und -geometrien sehr gut eignet.
Ein weiterer wichtiger Aspekt ist die Pulverzufuhr. Moderne Fluidbehälter oder solche mit digitaler Steuerung ermöglichen eine sehr wirtschaftliche Modulation des Pulverflusses bei gleichzeitiger maximaler Reduzierung des Pulverabfalls. Geräte mit benutzerdefinierten Parametersätzen, die im Maschinenspeicher gespeichert werden können, sind besonders nützlich für flexible Anwendungen mit häufigem Projektwechsel. Sie verkürzen zudem die Produktionszeit für komplizierte Teile erheblich. Darüber hinaus können diese Systeme dank ihrer hohen Präzision in mehreren Achsen bewegt werden, was die Produktivität bei der Bearbeitung großer Werkstückmengen steigert.
Um maximale Energieeffizienz bei gleichzeitiger Gewährleistung der Sicherheit zu gewährleisten, verwenden Sie Geräte mit CE- oder UL-Zertifizierung. Nutzen Sie Maschinen mit Touchscreen und ergonomischen Griffen für optimales Lernen und erleichtern Sie den Bedienern die Arbeit. Je nach Arbeitsbelastung kommen Maschinen mit einer Pulverkapazität von 15–50 kg (5–10 lbs) und entsprechender Kompressorkompatibilität in Frage. In der Regel ist ein Luftstrom von 30 bis 100 Kubikfuß (CFM) bei XNUMX bis XNUMX bar (XNUMX bis XNUMX PSI) erforderlich. Sind diese Parameter eingestellt, ist eine Maschine betriebsbereit, die den Betriebsanforderungen entspricht.
Elektrostatische Spritzpistolen steigern die Produktivität des Beschichtungsauftrags durch elektrische Ladung und erhöhen so die Effizienz des Aluminiumpulverbeschichtungsprozesses. Diese Ladung zieht Farbpartikel an die Oberfläche und ermöglicht so einen gleichmäßigen Auftrag bei gleichzeitiger Reduzierung von Overspray. Der Einsatz dieser Geräte trägt zu einer höheren Effizienz des elektrostatischen Sprühens und zur Reduzierung von Abfall bei. Diese Geräte werden häufig in der Industrie und im Automobilsektor für kostengünstige Anwendungen eingesetzt, bei denen glatte und gleichmäßige Oberflächen erforderlich sind.
Eine Pulverbeschichtung kann nur mit den richtigen Oberflächen, Techniken und Strategien erfolgreich aufgetragen werden, um eine effiziente Deckkraft und Haftung zu gewährleisten. Beispielsweise muss die Aluminiumoberfläche gereinigt und vorbehandelt werden, um Fett, Schmutz und Oxidation zu entfernen. Diese Phase umfasst oft mehrere Schritte: Entfetten, Ätzen, Spülen und anschließendes Trocknen, um das Metall für die Beschichtung vorzubereiten.
Sobald die Oberfläche vorbereitet ist, sollten die Einstellungen der elektrostatischen Spritzpistole an das gewünschte Finish und den Pulvertyp angepasst werden. Eine ideale Spannung für elektrostatische Aufladung liegt bei 60–100 kV. Dieser Bereich ist sehr effektiv, da er ausreichend Partikel anzieht, ohne Defekte wie Orangenhaut zu verursachen. Die Pistole sollte einen konstanten Abstand von etwa 8–12 cm zur Oberfläche einhalten, um eine gleichmäßige Pulververteilung zu gewährleisten.
Führen Sie die Spritzpistole in gleichmäßigen, kreisenden Bewegungen hin und her, um sicherzustellen, dass die gesamte Fläche abgedeckt ist. Das Aluminiumteil sollte ordnungsgemäß geerdet sein, da eine sichere Erdung das elektrostatische Feld und damit die Haftung verbessert. Darüber hinaus sollten die Umgebungsbedingungen wie Temperatur und Luftfeuchtigkeit überwacht werden, da Pulver beim Sprühen kontrollierte Bedingungen benötigen, die in der Regel 20 bis 25 Grad Celsius und eine relative Luftfeuchtigkeit von unter 50 Prozent betragen.
Nach dem Auftragen des Pulvers muss das Aluminiumbauteil in einen Härteofen gegeben werden. Verschiedene Pulvertypen haben unterschiedliche Härtetemperaturen und -zeiten. Die meisten duroplastischen Pulver haben ein Härtefenster von 10 bis 20 Minuten bei 350 bis 400 °C. Wenn Sie diese Richtlinien befolgen, härtet die Beschichtung vollständig aus und sorgt für ein langlebiges und optisch ansprechendes Finish.
Die Einhaltung von Funktion und Optik während des Pulverbeschichtungsprozesses ist entscheidend für optimale Ergebnisse. Die Oberflächenvorbereitung ist der wichtigste Aspekt für die Gleichmäßigkeit der Beschichtung von Aluminiumteilen. Aluminiumteile müssen gereinigt und vorbehandelt werden, um Verunreinigungen wie Öl, Schmutz und Oxidation zu entfernen. Methoden wie Chromatierung, Säureätzen und alkalische Reinigung können die Deckkraft und Haftung des Pulvers verbessern.
Beim Auftragen des Pulvers auf das Metall ermöglichen moderne elektrostatische Sprühgeräte eine optimale Kontrolle der Beschichtungspartikeldiffusion. Pulverdurchflussrate, Sprühspannung und Abstand zwischen Pistole und Werkstück müssen optimal eingestellt werden. Experten empfehlen in der Regel eine Sprühspannung zwischen 60 und 100 kV, abhängig von der Geometrie des Werkstücks. Dies gewährleistet eine optimale Haftung am Werkstück und verhindert gleichzeitig Overspray und ungleichmäßige Beschichtung. Darüber hinaus lassen sich mit automatisierten Systemen, bei denen die Ladung der elektrostatischen Ladung für Teile mit tiefen Vertiefungen oder komplizierten Geometrien präzise gesteuert wird, erhebliche Ergebnisvariationen erzielen, insbesondere bei komplex geformten Teilen.
Gründliche Inspektionen und eine gleichmäßige Rotation während der Anwendung sind ebenso wichtig. Statistische Daten zeigen, dass der Einsatz automatisierter Pulverbeschichtungssysteme in Verbindung mit programmierten Rotationsgeräten manuelle Nachbesserungen um bis zu 25 % reduziert.
Letztendlich ist die Kontrolle der Umgebungsbedingungen in der Beschichtungskabine entscheidend. Die Luftströmungsraten sollten gemäß Industrienormen im Bereich von 60–120 m/min liegen, um Verunreinigungen zu reduzieren und gleichzeitig die Pulverschwadenbewegung zu unterdrücken. Kontinuierliche Beobachtung der Umgebungsparameter, Neukalibrierung der Geräte und Schulung des Personals gewährleisten eine hochwertige und gleichmäßige Oberflächenbeschaffenheit der Aluminiumkomponenten.
Eine allenfalls oberflächliche Vorbereitung der Oberfläche führt zu einer minderwertigen Beschichtungsqualität auf Aluminiumpulver.
Eine unzureichende Reinigung und Vorbereitung von Aluminiumoberflächen beeinträchtigt die Wirksamkeit des Beschichtungsprozesses. Bereiche mit Verschmutzungen wie Öl, Fett oder oxidierten Oberflächen müssen mit alkalischen Reinigern, Säureätzen oder Strahlen gereinigt werden, um eine Basis mit weniger als 5 mg/cm² Verunreinigungen zu erreichen.
Falsche Dicke des Pulverauftrags
Pulver, das mit ungenauen oder ungleichmäßigen Dicken aufgetragen wurde, führt zu einem ungleichmäßigen und nicht langlebigen Finish. Branchenberater empfehlen eine Dicke von 2 bis 4 mil, was einer Dicke zwischen 50 und XNUMX Mikrometern entspricht. Die Dicke sollte regelmäßig mit einem Trockenfilmdickenmessgerät überprüft werden.
Falsch kalibrierte Waffeneinstellungen
Falsche Einstellungen von Spannung und Pulverdurchflussrate in einer elektrostatischen Pistole führen zu Materialverschwendung und ineffizienter Anwendung. Stellen Sie sicher, dass die eingestellte Spannung der Pistole zwischen 60 und 100 kV liegt, und überprüfen Sie das Gerät regelmäßig auf seinen effizienten Betrieb.
Unzureichende Erdung
Hohe Erdungsgrade für Werkstücke verhindern die erforderliche elektrostatische Aufladung, wodurch das Pulver an der Oberfläche haften bleibt und minderwertige Oberflächen und Beschichtungen entstehen. Der Widerstand zwischen Halb- und Erdung sollte nie über 1 Megaohm liegen, damit das Werkstück ordnungsgemäß abgelagert werden kann.
Ignorieren der erforderlichen Luftstromstärke für Pulverbeschichtungskabinen
Bei einem Luftstrom von weniger oder mehr als 60–120 FPM wird das Pulver entweder zu früh angesaugt oder der Bereich kann verunreinigt werden, was die Qualität der Oberfläche beeinträchtigt. Die Luftstromraten müssen regelmäßig mit Präzisionsinstrumenten angepasst werden.
Werden Pulverkabinen, Filter und Spritzpistolen nicht gereinigt und gewartet, kann Kreuzkontamination zu ungleichmäßiger Oberflächenbeschaffenheit oder Systemstörungen führen. Erstellen Sie einen präventiven Wartungsplan, der die tägliche Reinigung aller Kabinen und eine zweiwöchentliche Überprüfung der Geräte umfasst.
Falsche Aushärtungszeit oder -temperatur
Wenn die Herstellerparameter beim Aushärten nicht eingehalten werden, kann die Beschichtung unter- oder überhärten. Stellen Sie sicher, dass die Aushärteöfen richtig eingestellt sind und für den erforderlichen Zeitraum auf 375 °C – 425 °C gehalten werden.
Unzureichende Schulung der Bediener
Bediener ohne umfassende Schulung neigen dazu, Fehler an der Ausrüstung und deren Handhabung im Arbeitsablauf zu machen. Umfassende Schulungen sollten die Oberflächenreinigung, die Gerätenutzung und Sicherheitsmaßnahmen umfassen, um Fehler zu reduzieren und die Produktivität zu maximieren.
Die Leistung speziell entwickelter und anspruchsvoller Geräte mit hochwertiger und langlebiger Verarbeitung ist durch die Einhaltung einiger grundlegender Richtlinien wie Fristen, regelmäßige Inspektionen der Geräte und Bediener sowie Schulungen möglich.

Ein entscheidender Schritt für eine robuste und edle Pulverbeschichtung auf Aluminiumoberflächen ist der Aushärtungsprozess. Die meisten Pulverbeschichtungen härten am besten bei Temperaturen zwischen 356 °C und 180 °C aus, die je nach verwendetem Beschichtungsmaterial variieren können. Die Standardaushärtungszeit der meisten Hersteller beträgt etwa 392 bis 200 Minuten; sie hängt jedoch von den Herstellerangaben sowie der Dicke der aufgetragenen Pulver- und Beschichtungsschicht ab.
Das Temperaturmanagement ist während der Aushärtungsphase von großer Bedeutung. Es reicht nicht aus, den Ofen auf eine bestimmte Temperatur einzustellen; auch die Oberflächentemperatur des Objekts muss diesen Bereich erreichen. Infrarot-Temperatursensoren oder Thermoelemente sorgen für maximale Präzision während des Prozesses. Erzeugt die Heizung während der Aushärtungsphase nicht genügend Wärme oder ist die eingestellte Zeit zu kurz, haften die Beschichtungen schlecht und die Haltbarkeit wird verkürzt. Bei zu hoher Hitze können sich die Beschichtungen verfärben oder spröde werden.
Spezielle Härteöfen für Aluminiumwerkstücke wie Konvektions- oder Infrarotöfen sorgen für eine bessere Wärmeverteilung. Die Effizienz des Härteprozesses wird durch die Geometrie des Aluminiumteils, die Kalibrierung des Ofenluftsystems und die Zusammensetzung des Pulvermaterials bestimmt. Strenge Qualitätskontrollverfahren garantieren optimale Härtebedingungen und sorgen für ein ästhetisch ansprechendes Produkt mit langlebiger Oberfläche.
Die Effizienz eines Härteofens wird durch das Verständnis und die korrekte Kalibrierung der Geräte maximiert. Heizen Sie den Ofen zunächst auf die empfohlene Härtetemperatur vor, die für die meisten Pulverlacktypen und deren Formulierungen etwa 300 °C bis 400 °C beträgt. Beachten Sie stets die Herstellerangaben zu Temperaturen und Zeiten für die Aushärtung der Teile.
Die kontinuierliche Überwachung und Aufrechterhaltung des Luftstroms im Ofen sorgt für eine gleichmäßige Wärmeverteilung und trägt so zur Vermeidung von Defekten bei. Der Einsatz automatisierter digitaler Regler und Sensoren kann bestehende Systeme erheblich verbessern, da sie Anpassungen vornehmen können, um optimale thermische Bedingungen während des gesamten Prozesses zu gewährleisten. Bei neueren Konvektionsöfen wird für eine effektive Wärmeübertragung ein Luftstrom von 1000 bis 3000 CFM empfohlen, wobei dieser Wert von Größe und Bauweise des Ofens abhängt.
Sie müssen außerdem die Geometrie und Dicke des Aluminiumwerkstücks berücksichtigen. Bestimmte Teile des Werkstücks können dicker sein als andere, was zu längeren Aushärtungszeiten führt, um die gewünschte Substrattemperatur zu erreichen. Infrarot-Thermometer und Profilierungswerkzeuge sind äußerst nützlich, um zu überprüfen, ob das Teil die gewünschte Aushärtungstemperatur erreicht hat. Studien zeigen, dass stationäre Temperaturen, die 5 Grad über dem gewünschten Wert liegen, die Haftung und Lebensdauer der Beschichtung deutlich erhöhen.
Auch die regelmäßige Wartung des Härteofens trägt zur Betriebseffizienz bei. Sie umfasst die Reinigung der Abluftfilter, die Überprüfung der Funktionsfähigkeit von Gasbrennern oder Infrarot-Panels sowie die Neukalibrierung der Steuerungssysteme. Regelmäßige Audits steigern die Produktivität und gewährleisten die Einhaltung relevanter Sicherheits- und Umweltvorschriften.
Aussehen einer gleichmäßigen Beschichtung
Eine ordnungsgemäß ausgehärtete Beschichtung sollte frei von Verfärbungen, Streifen und Glanzunterschieden sein. Ungleichmäßigkeiten können auf eine Unter- oder Überhärtung hinweisen.
Optimale Klebeergebnisse
Der Gitterschnitt-Klebebandtest und der Abziehhaftungstest liefern bei erfolgreicher Aushärtung in der Regel akzeptable Ergebnisse. Eine unzureichende Aushärtung deutet meist auf eine schlechte Haftung hin.
Ergebnisse der Härteprüfung
Die Härtewerte ausgehärteter Proben liegen im oder über dem für die Untersuchung angegebenen Bereich, unabhängig davon, ob sie mit Bleistifthärte- oder Durometer-Härtetests gemessen wurden. Niedrige Werte können auf eine unzureichende Polymerisation hinweisen.
Beständigkeit gegen Umweltfaktoren
Vollständig ausgehärtete Beschichtungen werden durch Feuchtigkeit, UV-Strahlung oder Chemikalien nicht beschädigt. Abblättern, Verziehen oder Risse können ein frühes Anzeichen für Probleme im Aushärtungsprozess sein.
Gleichbleibende Schichtdicke
Die Gleichmäßigkeit der ausgehärteten Schichtdicke, ermittelt durch Trockenfilmdickenmessgeräte, stellt sicher, dass die gesamte Oberfläche ordnungsgemäß ausgehärtet wurde. Unterschiede können auf eine schlechte Wärmezirkulation im Ofen hinweisen.
Erwartete Probleme
Mangelnde Aushärtung
Übermäßige Aushärtung
Infizierter Ofen
Falsche Kontrollsysteme
Durch das Suchen nach und Beheben dieser Probleme anhand dieser Parameter wird die Leistung der Beschichtung und die Einhaltung der erforderlichen Standards gewährleistet.

Wird bei der Herstellung von Aluminiumteilen die Oberflächenbeschaffenheit nicht überwacht, beeinträchtigt dies die Wirksamkeit der Pulverbeschichtung.
Durch die Reinigung und Entfettung von Aluminiumoberflächen wird sichergestellt, dass keine Verunreinigungen auf der Oberfläche verbleiben. Diese Verunreinigungen sollten durch Strahlen oder chemische Reinigungstechniken entfernt werden. Außerdem muss die Oberfläche vor dem Beschichten trocken sein.
Effektive Vorbehandlung
Für eine verbesserte Haftung und Korrosionsbeständigkeit tragen Sie eine Chromat- oder Nicht-Chromat-Konversionsbeschichtung auf. Dies ist eine notwendige Maßnahme, um eine längere Haltbarkeit zu gewährleisten.
Konstantes Sprühen
Um eine gleichmäßige Schichtdicke zu erzielen, ist eine gut kalibrierte Spritzpistole und ein konstanter Abstand zur Oberfläche erforderlich. Umweltfaktoren wie Temperatur und Luftfeuchtigkeit müssen ebenfalls berücksichtigt werden.
Kontrollierte Aushärtung
Um eine gleichbleibende Haftung und Oberflächenqualität zu gewährleisten, befolgen Sie die Anweisungen des Herstellers hinsichtlich Aushärtezeit und -temperatur der Pulverbeschichtung.
Bei korrekter Ausführung dieser Prozesse erhalten Aluminiumoberflächen eine professionelle, hochwertige und langlebige Pulverbeschichtung.
Orangenschalen-Textur
Ursache: Probleme mit der Schlusssteinbeschichtung aus Aluminiumpulver sind auf eine falsche Aushärtungstemperatur, eine schlechte Filmnivellierung oder schlechte Anwendungstechniken zurückzuführen.
Lösung: Stellen Sie sicher, dass der Aushärtungsofen auf die angegebene Temperatur eingestellt ist. Überprüfen Sie die Applikationstechnik und passen Sie die Pistoleneinstellungen an oder bringen Sie die Pistole näher heran, um gleichmäßigere Ergebnisse zu erzielen.
Pulver haftet nicht
Ursache: Die Ursache hierfür ist ein ölverschmutzter oder nicht ausreichend vorbereiteter Untergrund.
Lösung: Um eine fachgerechte Behandlung zu erreichen, muss die Oberfläche gereinigt, mit Schleif- und Konversionslack vorbehandelt und von Schmutz, Rückständen und Ölen befreit werden.
Farbabweichungen
Ursache: Durch das Mischen von Pulvern aus unterschiedlichen Chargen kommt es zu ungleichmäßiger Schichtdicke.
Lösung: Verwenden Sie dieselbe Produktionscharge Pulver und tragen Sie die gleiche Schichtdicke auf, um eine einheitliche Farbe zu erhalten.
Blasenbildung oder Nadellöcher
Ursache: Im Substrat ist Feuchtigkeit oder Luft eingeschlossen.
Lösung: Vor dem Auftragen sollte der Untergrund vollständig getrocknet sein, damit alle eingeschlossenen Gase entweichen können, und vorgebacken werden, um sicherzustellen, dass er trocken ist.
Diese Faktoren decken fast alle üblichen Beschichtungsprobleme bei der Pulververarbeitung ab und wenn diese Faktoren korrigiert werden, bleibt ein hochwertiges Finish erhalten.
Das gepflegte Aussehen und die Langlebigkeit pulverbeschichteter Aluminiumkomponenten hängen von der richtigen Pflege ab. Verwenden Sie eine milde Seifenlauge. Spülen Sie die Komponenten gründlich ab und trocknen Sie sie ab, um Fleckenbildung zu vermeiden. Bei hartnäckigeren Flecken kann eine nicht scheuernde Seife verwendet werden. Beachten Sie jedoch die Anweisungen des Herstellers. Das Polieren sollte regelmäßig erfolgen, um Korrosionsschäden vorzubeugen. Auch empfindliche Stellen wie Absplitterungen oder Kratzer sollten behandelt werden, um weiteren Verschleiß zu vermeiden. Die Komponenten sollten so gelagert oder platziert werden, dass sie nicht durch Witterungseinflüsse oder Chemikalien beschädigt werden.

Ihre Überlegungen zu Budget, Erfahrung und Projektanforderungen bestimmen letztendlich, ob Sie die Pulverbeschichtung lieber selbst durchführen oder einen Fachmann beauftragen. Jede dieser Optionen hat Vor- und Nachteile, die vor der endgültigen Entscheidung sorgfältig analysiert werden müssen.
DIY-Pulverbeschichtung
Vorteile
Nachteile
Professionelle Pulverbeschichtung
Vorteile
Nachteile
Zusammenfassend lässt sich sagen, dass sich die Pulverbeschichtung in Eigenleistung für kleine oder unkritische Anwendungen eignet, bei denen die Kostenkontrolle eine wichtige Rolle spielt. Für Projekte, die außergewöhnliche Haltbarkeit mit hochwertiger Optik erfordern, empfiehlt sich ein professioneller Service.
Die Wahl eines geeigneten Pulverbeschichtungsdienstleisters garantiert Qualität und Perfektion für das Projektergebnis. Um die Entscheidung zu erleichtern, sollten folgende Informationen berücksichtigt werden:
Die Qualität der Ergebnisse hängt in hohem Maße von der Erfahrung und den Fähigkeiten einer Person im Bereich der CA-Pulverbeschichtung von Aluminium ab.
Etablierte Dienstleister mit umfassendem Know-how erzielen aufgrund ihres technischen Wissens und ihrer über Jahre verfeinerten Prozesse in der Regel bessere Ergebnisse. Suchen Sie immer nach einem Anbieter, der auf die gewünschte Oberfläche oder das Material für Ihre Aluminium-, Stahl- oder Aluminium-Autoteile spezialisiert ist.
Verarbeitungsfähigkeit
Ein guter Anbieter sollte neben der Beschichtung auch einige Zusatzarbeiten wie Sandstrahlen zum Glätten der Oberfläche, chemische Reinigung und Vorbehandlungsbeschichtung übernehmen können und darüber hinaus weitere Nachbearbeitungsarbeiten an der Oberfläche wie Sandstrahlen, Entrosten und allgemeine Schmutzentfernung durchführen können.
Lizenzen und Arbeitsstandards
Prüfen Sie, ob das Unternehmen über Zertifikate für seine Kompetenz verfügt, beispielsweise ISO 9001 für Qualitätsmanagement und PCI-Zertifizierung (Powder Coating Institute). Diese Zertifikate garantieren effektives und systematisches Arbeiten.
Kundenreferenzen und Beweise
Bewertungen von verschiedenen Websites oder das Portfolio des Anbieters können Aufschluss darüber geben, wie frühere Kunden die Detailgenauigkeit und die Zufriedenheit des Anbieters einschätzen. Berücksichtigen Sie die Bewertungen zur Termintreue und zum Auftragen der Beschichtung, da diese sehr wichtig sind.
Durchlaufzeit und Kapazität
Überprüfen Sie unbedingt den Produktionsumfang und die Zeitpläne des Anbieters für Ihr Projekt. Größere, seriöse Unternehmen erfüllen Großhandelsaufträge in der Regel reibungslos, während kleinere Unternehmen sich auf individuelle, komplexe Detailarbeiten spezialisieren.
Neben Preis und Garantie sollten alle relevanten Aspekte berücksichtigt werden, die bei der Aluminium-Pulverbeschichtung zusätzliche Kosten verursachen können.
Viele Dienstleister verlangen deutlich höhere Preise als die angebotenen Leistungen. Die meisten seriösen Unternehmen stehen hinter ihrer Arbeit und bieten Garantien an, die den Kunden innerhalb der Garantiezeit vor Mängeln und übermäßigem Verschleiß schützen.
Ausrüstung und Technologie
Ein makelloses und gleichmäßiges Finish wird durch fortschrittliche Automatisierung garantiert, unter anderem durch elektrostatische Sprühsysteme und automatisierte Härteöfen. Neue Technologien sind in der Regel langlebiger und optisch ansprechender; daher werden sie von Anbietern, denen ihr Ruf am Herzen liegt, wahrscheinlich eingesetzt.
Nachdem Sie alle diese Faktoren sorgfältig abgewogen haben, können Sie einen zuverlässigen Pulverbeschichtungsdienstleister auswählen, der die Arbeit zu Ihrer Zufriedenheit und im Rahmen Ihres Budgets erledigen kann.
Die Preise für Aluminiumpulverbeschichtungen variieren je nach Größe und Schwierigkeitsgrad des Beschichtungsprojekts, dem Beschichtungsmaterial, der erforderlichen Oberflächenvorbereitung und dem Arbeitsaufwand. Meistens hängen die Preise von der Oberfläche ab und liegen durchschnittlich zwischen 1 und 5 US-Dollar pro Quadratfuß für Routinearbeiten in Blechbearbeitung. Spezialoberflächen wie Metallic- oder Strukturbeschichtungen sind jedoch tendenziell teurer und können bis zu 6 USD pro Quadratfuß oder mehr kosten.
Auch die Menge des zu bearbeitenden Materials beeinflusst die Kosten erheblich, da hochwertige Pulverbeschichtungen mit beeindruckender Haltbarkeit und UV-Beständigkeit immer mehr kosten. Darüber hinaus können umfangreiche Oberflächenvorbereitungen wie Sandstrahlen oder chemische Reinigung zur Entfernung von Oxidschichten zwischen 25 und 100 US-Dollar pro Stunde kosten. Bei komplexeren und zeitintensiveren Teilen, die eine detailliertere Bearbeitung erfordern, können die Arbeitskosten ebenfalls ein entscheidender Faktor für die endgültige Preisgestaltung sein.
Sowohl Großbestellungen als auch Großaufträge sind durch Mengenrabatte wirtschaftlicher. Für kleinere oder individuellere Aufträge fallen hingegen Mindestgebühren an, die typischerweise zwischen 50 und 150 US-Dollar liegen. Unter Berücksichtigung von Haltbarkeit und Pflege erweist sich die Pulverbeschichtung langfristig als wirtschaftlicher als andere Veredelungsmethoden, da weniger häufig nachlackiert oder nachgebessert werden muss. Diese Faktoren helfen Ihnen, die Projektkosten genau abzuschätzen und gleichzeitig sicherzustellen, dass die Investition den Qualitäts- und Budgetvorgaben entspricht.

A: Die Keystone-Beschichtung ist ein spezielles Verfahren zur Beschichtung von Aluminiumpulver, das maximale Haftung und Festigkeit garantiert. Das Reinigen und Ätzen der Aluminiumoberfläche sowie das Auftragen einer hochwertigen Pulverbeschichtung sind Schritte der Oberflächenvorbereitung. Dies sorgt für eine korrosionsbeständige Schutzschicht, die das Gesamtbild und die Langlebigkeit des Aluminiums verbessert.
A: Der Prozess der Aluminiumpulverbeschichtung beginnt in mehreren Schritten: Zunächst wird die Aluminiumoberfläche gereinigt, um Verunreinigungen zu entfernen. Anschließend wird die Haftung durch Auftragen einer Phosphatlösung verbessert. Die Beschichtung wird mit einer elektrostatischen Pistole auf die Oberfläche des Teils gesprüht. Anschließend wird das beschichtete Aluminium in einem auf 400 °C eingestellten Ofen gebacken, um eine gleichmäßige und robuste Beschichtung zu gewährleisten.
A: Die Oberflächenvorbereitung ist in diesem Fall entscheidend, da sie eine gute Haftung der Pulverbeschichtung auf dem Aluminium gewährleistet. Eine öl-, schmutz- und oxidationsfreie Oberfläche bietet eine bessere Verbindung zwischen Beschichtung und blankem Metall. Professionelles Einbrennen, Strahlen oder chemische Reinigung verbessern das Aussehen und die Haltbarkeit der Beschichtung, was für professionelle Ergebnisse unerlässlich ist.
A: Am besten geeignet sind Legierungen ohne hohen Siliziumgehalt, wie beispielsweise 6061 oder 6063. Diese Legierungen werden gerne in Blechen verwendet. Bearbeitung und Fertigung mit CNC Maschinen. Sie zeichnen sich durch eine hervorragende Oberflächenqualität aus und eignen sich am besten für die Pulverbeschichtung. Mit entsprechender Technik und Vorbereitung lassen sich jedoch die meisten Aluminiumlegierungen pulverbeschichten.
A: Um Ihr Aluminium für die Pulverbeschichtung vorzubereiten, befolgen Sie diese Empfehlungen: Entfetten Sie die Oberfläche zunächst mit einem Lösungsmittelreiniger. Entfernen Sie das Aluminiumoxid mit einem speziell für Aluminium entwickelten Ätzverfahren. Spülen Sie die Oberfläche mit klarem Wasser ab und trocknen Sie sie ab. Berühren Sie die sauberen Oberflächen nicht mit bloßen Händen. Wenden Sie sich an einen professionellen Pulverbeschichtungsservice, wenn Sie sich nicht sicher sind, ob die Reinigung ordnungsgemäß durchgeführt wird.
A: Um Aluminium selbst zu pulverbeschichten, benötigen Sie eine elektrostatische Pulverpistole, einen Ofen für die zu beschichtenden Teile, einen Kompressor für die Pistole, verschiedene Vorbehandlungschemikalien und persönliche Schutzausrüstung. Außerdem müssen Sie für eine ausreichende Absaugung und einen geeigneten Arbeitsbereich sorgen. Obwohl die Beschichtung auch selbst durchgeführt werden kann, ist es in der Regel günstiger, einen professionellen Dienstleister damit zu beauftragen, insbesondere bei großen oder komplizierten Gussteilen, die oft Sonderanfertigungen erfordern.
A: Pulverbeschichtung ist gegenüber allen anderen Verfahren zur Aluminiumveredelung beliebter, da sie eine größere Farbauswahl bietet und langlebiger sowie umweltfreundlicher ist. Während nass lackierte Oberflächen anfällig für Absplitterungen und Verblassen sind, sind pulverbeschichtete Oberflächen widerstandsfähiger und verschleißfester. Zudem entsteht eine dickere Beschichtung. Eloxieren kann zwar gute korrosionsbeständige Eigenschaften verleihen, Pulverbeschichtung eignet sich jedoch aufgrund der größeren Farbauswahl besser für verschiedene Außenanwendungen, bei denen ästhetische Ansprüche wichtig sind. Im Gegensatz zu vielen Flüssiglacken ist die Pulverbeschichtung zudem umweltfreundlicher.
A: Die American Architectural Manufacturers Association (AAMA) hat Standards für Aluminiumpulverbeschichtungen festgelegt, insbesondere AAMA 2604 und 2605. Diese Standards enthalten Leistungsanforderungen für beschichtetes Aluminium, die unter anderem Witterungsbeständigkeit, Verfärbung, Korrosionsbeständigkeit und Farbbeständigkeit umfassen. Die Einhaltung dieser Standards garantiert effektive architektonische Oberflächen und eignet sich am besten für langlebige Strukturelemente. Es ist wichtig, mit Beschichtungsexperten im Bereich Pulverbeschichtung zusammenzuarbeiten, die diese Standards einhalten.
1. Überarbeitung von 1: Verwendung von Pulverbeschichtungen in medizinischen Anwendungen für Aluminiumbehälter
Zusammenfassung:
Die wichtigsten Ergebnisse:
2. Bewertung der Barriereeigenschaften und der Pulverbeschichtungshaftung auf Aluminiumoberflächen im Hinblick auf die Bewertung des Korrosionsschutzes durch elektrochemische Impedanzspektroskopie
Zusammenfassung:
Die wichtigsten Ergebnisse:
3. Optimierung der Trockenfilmdicke von Pulverbeschichtungen auf Baustahl (SPCC-SD) unter Verwendung von Prozessparametern
Überblick:
Wichtige Ergebnisse:
5. Abrasive
6. Beschichtung

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Es gibt zwei Hauptherstellungsverfahren für die Produktion von Kunststoffprototypen, die die meisten Menschen als nützlich empfinden.
Mehr erfahren →
Als Person, die an der Konstruktion und Produktion von Kunststoffkomponenten beteiligt oder daran interessiert ist,
Mehr erfahren →