

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Die Einführung der Wasserstrahlschneidtechnologie hat die Effizienz und Genauigkeit der Fertigungs- und Produktionsindustrie dramatisch verbessert. Es bleibt jedoch die Frage: Wie effektiv ist ein Wasserstrahl beim Schneiden dickerer Materialien wie Stahl? In diesem Blogbeitrag tauchen wir tief in die Funktionsweise und Fähigkeiten von Wasserstrahlschneidern ein, indem wir verschiedene Konzepte analysieren, wie etwa die bestimmenden Faktoren der Schnittdicke, zu denen der Wasserdruck, die verwendeten Schleifmittel und die allgemeinen Eigenschaften von Stahl gehören. Dabei werden wir das Wasserstrahlschneiden anderen Methoden gegenüberstellen, seine Vorteile darlegen und seine üblichen Missverständnisse und praktischen Anwendungen beleuchten. Dieser Leitfaden befasst sich mit den Grenzen und Stärken des Wasserstrahlschneidens von Stahl und hilft Fertigungsfachleuten, Ingenieuren und allen, die mehr über diese revolutionäre Technologie erfahren möchten.

Die Dicke des mit einem Wasserstrahl geschnittenen Stahls hängt von der Leistung des Wasserstrahlsystems, der Art des Schleifmittels und der Qualität des Stahls ab. Während Wasserstrahlmaschinen in Industriequalität bis zu einer Dicke von 12 Zoll schneiden können, sind Schnittgeschwindigkeit und Kantenqualität nur für dünnere Materialien geeignet. Die am besten geeignete Schnittdicke liegt für Präzision und Effizienz zwischen 2 und 6 Zoll.
Wie ich aus meinen Recherchen gelernt habe, scheint die Wasserstrahltechnologie unglaublich vielseitig zu sein. Wasserstrahlen können Stahl, Stein, Glas und Verbundwerkstoffe schneiden. Die meisten industriellen Wasserstrahlen schneiden Stahl mit einer Dicke von bis zu 12 Zoll, obwohl 2-6 Zoll für optimale Geschwindigkeit und Genauigkeit am besten geeignet sind. Da der Prozess nicht thermisch ist, werden Probleme hinsichtlich Materialverzerrung und Verformung vermieden. Das macht ihn ideal für filigrane und wärmeempfindliche Arbeiten. Darüber hinaus werden die Effizienz und Kantenqualität des Schnitts durch die Wahl des Schleifmaterials und des Wasserdrucks beeinflusst.
Dies sind einige der Variablen, die die mögliche maximale Materialstärke bestimmen, die ein bestimmtes Wasserstrahlsystem schneiden kann:
Wasserdruck
Ein höherer Wasserdruck macht den Schneidvorgang effektiver. Die meisten industriellen Wasserstrahlschneidanlagen arbeiten mit 50,000 bis 90,000 PSI, wodurch sie dickere Materialien schneiden können.
Strahlmitteltyp und Durchflussrate
Die Schneidleistung hängt direkt von der jeweiligen Art des Schleifmittels (üblicherweise Granat) und der Durchflussrate ab. Bei den meisten Anwendungen funktionieren 0.5 bis 1.0 Pfund pro Minute am besten. Bei dickerem Material sind grobe Schleifmittel schneller und leistungsstärker, aber weniger präzise.
Düsengröße
Größere Düsen erhöhen die verwendbare Schleifkraft, sodass dickere Materialien geschnitten werden können. Dies kann jedoch die Schnittpräzision verringern, da beim Schneiden weichere Materialien abgeschliffen werden. Standarddüsenöffnungen werden mit kontrollierten Durchmessern zwischen 0.030 und 0.050 Zoll geschnitten.
Materialeigenschaften
Änderungen in Materialdichte, Härte und Sprödigkeit bestimmen, wie leicht sich das Material schneiden lässt. Weichere Materialien wie Aluminium lassen sich schneller schneiden, sodass größere Materialstärken möglich sind als bei dichten Metallen wie Stahl oder Titan.
Schneidgeschwindigkeit
Niedrigere Geschwindigkeiten verringern die Zerbrechlichkeit der Schnittkanten und ermöglichen das Abtragen größerer Materialstärken. Eine zu starke Reduzierung der Geschwindigkeit kann jedoch zu Ineffizienz und höheren Kosten führen.
Pumpenleistungs
Die Leistung der Pumpe hängt vom Wasserdruck und der Durchflussmenge ab. Für verschiedene Materialstärken werden am häufigsten Pumpen zwischen 50 und 150 PS verwendet.
Wasserstrahlsysteme können die praktische Dicke maximieren, die Systemleistung steigern und den Materialbedarf optimieren, indem sie diese Faktoren für optimale Effizienz und Präzision anpassen.
Das Wasserstrahlschneiden ist für seine Effektivität und sein Können unter den Techniken zum Schneiden von Metall bekannt. Es kann viele verschiedene Arten von Materialien schneiden, ohne Hitze zu verwenden. Nachfolgend finden Sie einen kurzen Überblick über das Wasserstrahlschneiden im Vergleich zu anderen gängigen Techniken sowie deren technische Parameter und Vorteile:
Wasserstrahlschneiden vs. Laserschneiden
Präzision: In Bezug auf die Präzision sind beide Techniken effektiv, aber Wasserstrahlschneiden ist bei dicken Materialien bis zu 0.005 Zoll besser möglich und damit feiner als Laserschneiden mit seiner geringeren Toleranz von 0.002. Die Toleranzen von Wasserstrahlschneidern hängen auch von der Dicke des Materials ab; Wasserstrahlschläuche werden mit Toleranzen von ±0.003 Zoll geschnitten, während Wasserstrahlsägen mit Toleranzen von ±0.005 Zoll schneiden.
Materialkompatibilität: Wasserstrahlen können fast jedes Material schneiden, beispielsweise Metalle, Verbundwerkstoffe, Stein oder Glas, während das Laserschneiden auf dünne Kunststoffplatten und reflektierende Metalle wie Aluminium oder Kupfer beschränkt ist.
Dicke: Wasserstrahlschneiden kann Stein, Verbundwerkstoffe und Metalle mit einer Dicke von bis zu 12 Zoll schneiden. Abhängig von der Stärke des Lasers ist das Wasserlaserschneiden jedoch nur bei dünnen Platten von etwa 1-2 Zoll effektiv.
Wärmeeinflusszone (WEZ): Ein wesentlicher Vorteil des Wasserstrahlschneidens im Vergleich zum Laserschneiden ist die Vermeidung der Wärmeeinflusszone (WEZ). Bei diesem Verfahren wird keine Wärme verwendet, daher gibt es keine WEZ. Anders als beim Wasserstrahlschneiden entsteht beim Laserschneiden Wärme, die die Materialeigenschaften um den Schnitt herum verändern kann.
Wasserstrahlschneiden vs. Plasmaschneiden
Präzision: Wasserstrahlschneiden ist präziser und sauberer als Plasmaschneiden. Letzteres ist weniger präzise; die Schnittkanten sind rau mit Schnittbreiten zwischen 0.04 und 0.06 Zoll und Schnitte mit erhöhter Schlacke- oder Bartbildung.
Materialstärke: Wasserstrahlen können dickere Materialien schneiden, Plasmaschneiden funktioniert jedoch bei Metallen mit einer Stärke von 15 cm oder weniger effizienter.
Kosteneffizienz: Bei Anwendungen, die keine strengen Anforderungen an die Kantenqualität stellen, wie z. B. beim Schneiden dünnerer Metalle, werden Plasmasysteme verwendet, da diese schneller und wirtschaftlicher sind.
Materialvielfalt: Wasserstrahlen können fast jedes Material schneiden, im Gegensatz zum Plasmaschneiden, das nur auf elektrisch leitfähige Materialien beschränkt ist.
Wasserstrahlschneiden vs. EDM (elektrische Entladungsbearbeitung)
Präzision: EDM eignet sich am besten für ultrapräzise und komplizierte Arbeiten mit engen Toleranzen, die schnell und mit hoher Präzision ausgeführt werden können. Obwohl Wasserstrahlschneiden ebenfalls eine hohe Präzision aufweist, ist EDM besser für hochdetaillierte Arbeiten geeignet.
Materialstärke: Wasserstrahlen können dickere Materialien verarbeiten, bis zu 12 Zoll, während EDM aufgrund des elektrischen Erosionsprozesses nur mit vergleichsweise dünnen Materialien arbeiten kann.
Schnittgeschwindigkeit: Im Gegensatz zum ruhigen und präzisen EDM ist das Wasserstrahlschneiden fast immer schneller.
Anwendung: Wasserstrahlschneiden eignet sich besser zum Schneiden größerer Teile aus verschiedenen Materialien als das EDM-Verfahren, das häufiger im Werkzeug- und Formenbau eingesetzt wird.
Zusammenfassung der technischen Parameter für das Wasserstrahlschneiden:
Schnitttoleranz: ±0.003 Zoll bis ±0.005 Zoll
Materialstärke: Bis zu 12 Zoll
Materialarten: Metalle, Verbundwerkstoffe, Keramik, Glas, Stein, Gummi und mehr
Schnittbreite: 0.02 bis 0.04 Zoll
Leistungsabgabe: Pumpen arbeiten mit 50 PS und 150 PS, bei Drücken von 90,000 PSI
Durch Kenntnis dieser Unterschiede kann der Hersteller für jedes Material das am besten geeignete Wasserstrahlverfahren auswählen. Die Vielseitigkeit und Präzision des Wasserstrahlschneidens sowie die Tatsache, dass keine Hitze entsteht, machen es zu einer fantastischen Option für viele Anwendungen in verschiedenen Branchen.
Beim Wasserstrahlschneiden kann dicker Stahl mithilfe eines dichten Wasserstrahls geschnitten werden, der mit abrasiven Elementen wie Granat vermischt ist. Der Wasserstrahl wird auf etwa 90,000 PSI unter Druck gesetzt, wodurch ein gut fokussierter Strahl entsteht, der mehrere Zoll dicke Stahlplatten präzise und effizient schneiden kann. Ein entscheidender Aspekt des Prozesses ist, dass keine Hitze erzeugt wird, wodurch die strukturelle Integrität des Stahls erhalten bleibt. Beim Wasserstrahlschneiden besteht keine Gefahr der Verformung oder Veränderung der Materialeigenschaften. Aufgrund dieser Eigenschaften ist das Wasserstrahlschneiden ideal für dicken Stahl in der Bau-, Luft- und Raumfahrt- und Fertigungsindustrie.
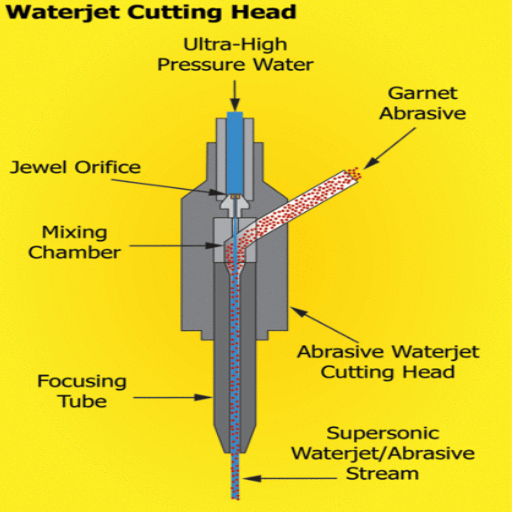
Beim Wasserstrahlschneiden wird ein Hochdruckwasserstrahl, der mit Granat vermischt sein kann, verwendet, um Materialien mit großer Präzision zu schneiden. Der Prozess beginnt damit, Wasser zu pumpen und es durch eine Pumpe auf ungefähr mehrere Zehntausend PSI unter Druck zu setzen. Das Wasser wird dann durch eine Öffnung freigesetzt, die den Druck auf ein niedriges Niveau bringt und es zu einem feinen Strahl ausdehnt. Wenn Schleifmittel wie Granat enthalten sind, verbessern sie die Schneidleistung, indem sie die Oberfläche des Materials mit dem Wasserstrahl zerstören. Abrasive Wasserstrahlen nutzen die mechanische Kraft von schnell fließendem Wasser und die Schneidkräfte des Granats. Diese Strahlen sind kraftvoll, flexibel und für Materialien geeignet, die empfindlich auf Hitzeschäden reagieren, wie Verbundwerkstoffe oder dicker Stahl.
Wasserstrahlschneiden ermöglicht die Bearbeitung größerer Dicken und anspruchsvollerer Materialien, wenn ein geeignetes Schleifmittel verwendet wird. Beispielsweise ist das Schneiden von Stahl, Titan oder Keramik mit großer Genauigkeit und Präzision möglich, wenn Granat verwendet wird, ein gängiges Schleifmittel. Diese Materialien werden aufgrund ihrer hohen Haltbarkeit und Härte zum Schneiden verwendet.
Zu den Details, die berücksichtigt werden müssen, gehört die Körnung des Schleifmittels (normalerweise 50-80 Mesh für allgemeine Schnitte und feiner für Gravuren). Diese Schleifmittelzufuhrrate wird in Pfund pro Minute gemessen und variiert je nach Materialdicke zwischen 0.5 und 1.5, zusammen mit dem Druck, der bei komplexeren Aufgaben zwischen 50,000 und 60,000 PSI liegt. Diese Beziehungen müssen entwickelt werden, um Schnittgeschwindigkeit, Kantenqualität und Betriebskosten bei der Berechnung der Optimierung zu berücksichtigen. Die Unterstützung von Schleifmitteln bei den Schneidvorgängen garantiert, dass Komplexität jeglicher Art effektiv und präzise bewältigt wird.
Beim Abrasiv-Wasserstrahlschneiden ist die Anpassung der Parameter an Material und Ergebnis entscheidend für den Erfolg. Nachfolgend einige Tipps aus der Praxis:
Empfehlungen zum Wasserstrahlschneiden
Weiche Materialien wie Schaum und Gummi erfordern einen Wasserdruck von 20,00030,000–XNUMX PSI.
Materialien mittlerer Dichte wie Holz, Kunststoff und dünne Metallbleche werden normalerweise mit 40,000 bis 50,000 PSI geschnitten.
Bei sehr dichten oder zähen Materialien wie Stahl und Stein sollte der Wasserdruck auf 50000–60,00 PSI eingestellt werden. Die Komponenten unterliegen einem stärkeren Verschleiß, aber die Schnittgeschwindigkeiten für Stahl und Stein erhöhen sich.
Verwenden Sie Granat mit 80 Mesh für höhere Geschwindigkeiten und eine ordentliche Oberflächenbeschaffenheit zum Allzweckschneiden.
Erwägen Sie feinere Schleifmittel wie 121 Mesh, um die Schnittbreite zu verringern und die Präzision für detaillierte oder filigrane Schnitte zu erhöhen.
Verwenden Sie für Schnitte mit hoher Leistung gröbere Schleifmittel, beispielsweise mit einer Maschenweite von 50 oder 60.
Die Schleifmitteldurchflussrate liegt normalerweise zwischen 0.5 und 1.5 lbs/min. Dieser Wert ist je nach Materialdicke und Härte flexibel. Niedrigere Durchflussraten eignen sich besser für dünnere Materialien, um Kosten zu sparen, während dickere Metalle oder Steine höhere Durchflussraten erfordern.
Im Idealfall führen höhere Durchflussraten zu einer verbesserten Effizienz. Allerdings geht dies tendenziell zu Lasten der Kantenqualität.
Für präzise Schnitte, insbesondere bei tiefen und komplizierten Designs, sind niedrigere Geschwindigkeiten und höhere Präzision ideal.
Auswahl der Düse und Öffnung
Für die meisten Anwendungen ist eine Standarddüsengröße von 0.030 bis 0.040 Zoll geeignet. Größere Öffnungen können höhere Strahlmitteldurchflussraten zulassen, aber die Präzision kann zum Problem werden.
Ersetzen Sie abgenutzte oder beschädigte Düsen rechtzeitig, um eine gleichbleibende Qualität zu erreichen.
Um diese Kriterien zu perfektionieren, müssen Sie einige Versuche unternehmen. Wenn Sie sie jedoch befolgen, erzielen Sie saubere Schnitte, minimieren Materialverschwendung und erhalten die Betriebseffizienz. Beachten Sie die Empfehlungen des Herstellers für Ihr spezifisches Wasserstrahlmodell und die Materialien.

Wasserstrahlschneider bieten viele Vorteile bei der Bearbeitung von dickem Stahl. Erstens können sie ungewöhnlich dickes Material, oft mehr als ein paar Zentimeter, ohne Genauigkeitseinbußen durchschneiden. Da es sich um eine Kaltschneidemethode handelt, sind keine Bereiche von Hitzerisiken betroffen, wodurch die Struktur erhalten bleibt und die Möglichkeit von Verformungen ausgeschlossen wird. Wasserstrahlschneider erzeugen gratfreie Kanten, wodurch der zusätzliche sekundäre Endbearbeitungsprozess auf ein Minimum reduziert werden kann. Sie können auch verschiedene Stahlsorten und -zusammensetzungen verarbeiten, was sie zu wertvollen Werkzeugen in verschiedenen Branchen macht. Und nicht zuletzt sind Wasserstrahlschneider sehr umweltfreundlich, da wenig Abfall entsteht und keine giftigen Dämpfe oder Substanzen ausgestoßen werden.
Meines Wissens sind Wasserstrahlsysteme für die Präzision und Genauigkeit beim Schneiden dicker Materialien von Vorteil. Wasserstrahlsysteme, die mit Hochdruckwasser und Schleifpartikeln schneiden, erzielen selbst bei engen Toleranzen hervorragende Ergebnisse, selbst bei dichten Materialien. Diese Schneidmethode garantiert keine Wärmeentwicklung und verhindert Überhitzungsprobleme. Darüber hinaus wird eine thermische Verformung vermieden, wodurch die Materialeigenschaften erhalten bleiben. Wasserstrahlschneider können selbst bei den komplexesten Formen Konsistenz und Genauigkeit aufrechterhalten, sodass sie in den anspruchsvollsten Branchen von entscheidender Bedeutung sind.
Das Kaltschneiden hat zahlreiche Vorteile für die Erhaltung der Stahlintegrität, vor allem weil es nichtthermisch ist. Da keine Wärmeeinflusszonen (WEZ) entstehen, bleiben die Mikrostruktur des Stahls und alle seine mechanischen Eigenschaften erhalten. Legierte oder hochfeste Stähle, die empfindlich auf thermische Einflüsse reagieren, profitieren am meisten davon. Kaltschneiden verringert auch die Gefahr von Verformungen, Rissen oder Materialzersetzungen, die beim thermischen Schneiden häufig auftreten.
Zu den wichtigsten technischen Parametern gehören:
Schnittgenauigkeit: Saubere Schnitte mit komplizierten Details können mit hoher Präzision erzielt werden – bis zu ±0.1 mm.
Oberflächenbeschaffenheit: Die Kanten sind von höherer Qualität und erfordern wenig bis keine Nachbearbeitung, da keine thermischen Grate vorhanden sind.
Druckstufen: Wasserstrahlen schneiden bei abrasiven Materialien am besten bei 60,000 bis 90,000 psi. Dies sorgt für die beständigste Schneidleistung.
Schleifmaterial: Gewöhnliche Granate erzielen bei einer Geschwindigkeit von 0.5–1.5 lb/min ein effektives Schneiden und minimalen Materialverlust.
Materialstärke: Der Bereich ist sehr effektiv, da er, abhängig von den Fähigkeiten des Geräts, Stahlstärken von 0.1 Zoll bis 12 Zoll schneiden kann.
Kaltschneiden wird in der Stahlindustrie in der Luft- und Raumfahrt, der Automobilindustrie und im Bauwesen eingesetzt, da dabei die strukturelle und chemische Integrität des Stahls erhalten bleibt.
Die verschiedenen Techniken, die wir in der Kaltschneidetechnologie anwenden, ermöglichen es der Industrie, mehrere Stahlsorten und -stärken mit hoher Effizienz, Präzision und hervorragenden Ergebnissen zu verarbeiten. Diese Technik beweist ihre Vielseitigkeit durch das effiziente Schneiden von Kohlenstoffstahl, Edelstahl, legiertem Stahl, hochfestem Stahl und Klingen. Ob empfindlich oder robust, dünne Bleche und dicke Materialien können durch Kaltschneiden verarbeitet werden, und die Materialeigenschaften bleiben unverändert.
Stahlsorten:
Kohlenstoffstahl (Güteklassen A36, 1018 usw.) – Diese Güteklasse wird häufig für strukturelle und allgemeine Anwendungen verwendet.
Edelstahl (Klasse 304, 316 usw.) – Extrem korrosionsbeständig und daher ideal für den Einsatz in der Lebensmittel-, Medizin- und Schifffahrtsindustrie.
Legierter Stahl (z. B. 4140, 4340) – Diese Sorte bietet überlegene Festigkeit und Verschleißfestigkeit.
Hochfester Stahl (HSLA) – Wird hauptsächlich in Branchen verwendet, in denen eine hohe Haltbarkeit bei gleichzeitiger Gewichtsreduzierung erforderlich ist.
Materialstärke:
Dünne Blätter (<0.25 Zoll) – Nützlich für exakte Schnitte und Details, insbesondere in der Luft- und Raumfahrt- sowie der Elektronikbranche.
Mittlere Dicke (0.25–6 Zoll) – Wird häufig im Automobilbau für Strukturteile und Maschinen verwendet.
Große Dicke (6–12 Zoll) – Wird im Schwerlastschiffbau und in der Energieindustrie verwendet.
Diese Anpassung ist auf hochentwickelte Geräte wie abrasive Wasserstrahlen zurückzuführen, die saubere und präzise Kanten garantieren, sowie auf effiziente Plasma- oder Laserschneidmaschinen für dickere Abschnitte. Faktoren wie Schnittgeschwindigkeit, Druckniveau (30,000–60,000 psi für Wasserstrahlen sind normal) und andere materialspezifische fortschrittliche Methoden werden eingesetzt, um neben der Stahlkonservierung auch Spitzenleistungen aufrechtzuerhalten. Die Fähigkeit des Kaltschneidens, sich an verschiedene Güten und Abmessungen anzupassen, erklärt den breiten Einsatz der Technologie in vielen Industriesegmenten.

Tatsächlich gibt es beim Wasserstrahlschneiden von dickem Stahl Einschränkungen. Wasserstrahlverfahren sind jedoch recht vielseitig; die Präzision und Schnittgeschwindigkeit sinken bei sehr dickem Stahl erheblich. Darüber hinaus kann der Prozess mit ungünstigeren, härteren Einstellungen und Schleifmitteln weniger effektiv sein, was die Betriebskosten in die Höhe treibt. Je dichter die Materialien sind, desto schlechter ist tendenziell die Kantenqualität, und um eine angemessene Qualität zu erreichen, müssen spezielle Endbearbeitungsprozesse durchgeführt werden.
Die Diskussion darüber, wie sich die Materialdicke auf die Schnittgeschwindigkeit auswirken kann, ist hervorragend. Normalerweise verringert sich die Schnittgeschwindigkeit, wenn die Materialdicke zunimmt. Dies liegt daran, dass dickere Materialien mehr Zeit und Energie in Form von Druck benötigen, um vollständig einzudringen. Nehmen wir beispielsweise Laser- oder Wasserstrahlschneidsysteme – sie alle müssen mit dickeren Metallen umgehen, die einen lauteren Widerstand bieten, wodurch Präzision und Kantenqualität leiden. Wenn der Verlust gemindert werden muss, sind langsamere Betriebsgeschwindigkeiten ein gängiger Weg, dies zu erreichen, was weniger effizient und kostengünstig ist.
Das Erreichen einer hohen Schnittqualität bei dicken Stahlplatten ist eine ziemliche Herausforderung. Man muss sich mit Problemen im Zusammenhang mit genauen Parametereinstellungen und optimierten Betriebsparametern sowie mehreren anderen Aspekten auseinandersetzen. Hier sind einige Überlegungen:
Thermische Verformung
Bei Prozessen wie dem Laserschneiden besteht die Gefahr einer Überhitzung und Verformung. In solchen Fällen sind die Wärmeverteilungsmechanismen und geeigneten Kühlsysteme von entscheidender Bedeutung.
Kantenrauheit
In den meisten Fällen weist Ihr Stahl raue oder präzise Kanten auf. Durch Ändern der Vorschubgeschwindigkeit, der Düsenhöhe oder der Ausrichtung des Schneidkopfs können diese rauen Kanten stumpf werden.
Schneidgeschwindigkeit
Beim Schneiden von dickem Stahl muss die Geschwindigkeit auf 1 bis 1.2 Zoll pro Minute reduziert werden. Bei schnellerem Schneiden entsteht ein grober Schnitt.
Unterstützungsgasdruck
Druckeinstellungen zwischen 5 und 10 Bar mit Stickstoff oder Sauerstoff und geschmolzenen Materialien helfen dabei, den Bereich während des Schneidens zu reinigen. Dickere Materialien eignen sich jedoch am besten für diese Druckeinstellungen.
Strahlfokus oder Werkzeugkalibrierung
Die Fokussierung des Betonstrahls stellt sicher, dass keine schädlichen Laser saubere Durchdringungen schneiden. Die Ausrichtung der Maschine und eine ausreichende Schleifmittelzufuhr sind für Wasserstrahlschneider von entscheidender Bedeutung. Der entscheidende Wert liegt bei etwa 1 bis 1.2 Pfund pro Minute.
Materialhärtevariation
Eine gleichmäßige Stahlhärte ist entscheidend für die Qualitätssicherung. Um Unterschiede zu reduzieren, führt eine Vorprüfung des Materials vor dem Schneiden zu den besten Ergebnissen.
Bei richtiger Handhabung dieser Kriterien kann Stahl mit beträchtlicher Dicke die Genauigkeit und Zuverlässigkeit verbessern.
Der Y-Cutter von Hi-Tech Fabrication spart Zeit und Geld bei der Bearbeitung von dickem Stahl in einem einzigen Durchgang. Der automatische Wasserstrahlschneider Y-Cutter reduziert die Kosten für die Bearbeitung von mittleren bis dicken Eisenmetallen drastisch. Lassen Sie es uns aufschlüsseln:
Bearbeitungszeit und Arbeitskosten
So müssen Arbeiter beispielsweise nicht stundenlang Werkzeuge wechseln, um Metall zu sägen. Die Verwendung der Jet-Säge des Y-Cutters dauert nicht lange. Bei so hoher Geschwindigkeit kann eine Person problemlos bis zu 50 bis 70 Rohre pro Stunde in fantastischer Qualität schneiden. Stellen Sie die Geschwindigkeit auf 4 Zoll für Stahl mit einer Dicke von 4 Zoll ein und überlassen Sie die Arbeit der Säge. Der Cutter kümmert sich um den Rest.
Erstinvestition und Betriebskosten
Zum Schneiden von Metallrohren ist kein ganzes Team mehr erforderlich. Sparen Sie Geld, indem Sie sich einen Wasserstrahlschneider zulegen, der leicht zu transportieren ist. Außerdem müssen Sie keine zusätzlichen Arbeitskräfte einstellen. Sie können nun Ihr gesamtes Team sorgenfrei das Gerät bedienen lassen. Mit dem Y-Cutter gewinnen Sie Zeit zurück. Wenn Sie den elektrischen Schneider auf weniger als 200 Ampere einstellen, kümmert er sich um alles. Die Zeitersparnis ist das, was Sie verdienen.
Daher kann der Schluss gezogen werden, dass die Betriebs- und Herstellungskosten bei gleichbleibender Genauigkeit erheblich gesenkt werden.
Energieverbrauch
Bei Prozessen wie dem Plasmaschneiden von dicken Stahlplatten kann Strom teuer sein, aber die Kosten variieren je nach Quelle und Dauer des Schnitts. Eine spezielle Stromversorgung und bevorzugte Einstellungen basierend auf der Stahldicke können einen optimalen Verbrauch gewährleisten.
Verbrauchsmaterialien und Wartung
Auch Hochleistungsschneidwerkzeuge haben eine Nutzungsdauer, wenn sie abgenutzt sind, insbesondere bei der Verarbeitung schwerer Materialien. Das Wechseln der Düsen, Elektroden und Schleifmittel erhöht die Wartungskosten erheblich. Festgelegte Budgets sorgen dafür, dass die Schneidwerkzeuge konstant funktionieren, müssen jedoch immer wieder ausgegeben werden.
Um die Kostenelemente in Einklang zu bringen, sind vernünftige Schätzungen, eine optimale Nutzung der Maschinen und die Auswahl praktischer Techniken in Bezug auf das Material und das Projekt erforderlich. Die Formulierung dieser Faktoren hilft dabei, die Kosten für das Schneiden sehr dicker Stahlplatten unter Kontrolle zu halten.

Das Schneiden von dickem Stahl erfolgt präzise und genau; Wasserstrahlschneiden ist eine der besten Methoden. Anders als beim Laser- oder Plasmaschneiden wird das Material beim Wasserstrahlschneiden nicht erhitzt. Daher bleibt die Integrität des Materials erhalten und es entstehen keine hitzebeeinflussten Zonen. Das Wasserstrahlschneiden ist exakt und erzeugt den geringsten Abfall. Darüber hinaus kann es sehr dicke und dichte Materialien schneiden. Es kann auch eine große Bandbreite an Materialien verarbeiten, die sich in Dicke und Zusammensetzung unterscheiden; daher ist es unübertroffen. Wasserstrahlschneiden hat Nachteile, wie hohe Anschaffungskosten, langsamere Schneidgeschwindigkeiten als Plasmaschneiden und Abhängigkeit von Projektanforderungen. Schließlich ist Wasserstrahlschneiden die hilfreichste Methode für Projekte, bei denen äußerste Präzision und Materialerhaltung wichtig sind.
Bei meiner Untersuchung der Wirksamkeit von Wasserstrahl- und Plasmaschneiden bei dickem Stahl ist klar, dass beide Ansätze je nach Art oder Zweck des Projekts von Vorteil sind. Wasserstrahlschneiden ist präzise und hat keinen Bereich, der von Hitze betroffen ist, was für die Aufrechterhaltung der strukturellen Integrität des Stahls entscheidend ist. Darüber hinaus ist es vielseitig, da es dickere und unterschiedliche Materialien mit minimalem Abfall schneiden kann. Plasmaschneiden ist nicht so präzise, aber schneller, billiger und bei Projekten mit hohem Volumen effektiver. Insgesamt würde ich das Wasserstrahlschneiden bevorzugen, wenn die kritischen Faktoren Materialerhaltung und Genauigkeit sind. Andererseits ist Plasmaschneiden die bessere Option für billigere Lösungen, die eine schnellere Fertigstellung erfordern.
Wasserstrahl- und Plasmaschneiden bieten für die Anforderungen moderner Industrie jeweils deutliche Vorteile gegenüber herkömmlichen mechanischen Werkzeugen.
Wasserstrahlschneiden
Präzision: Beim Wasserstrahlschneiden kann eine Genauigkeit von ±0.003 Zoll erreicht werden, weshalb es sich für hochkomplexe Designs eignet.
Keine Wärmeeinflusszone (WEZ): Beim Wasserstrahlschneiden wird keine Wärme verwendet, wodurch Verformungen oder andere Veränderungen der Materialeigenschaften verhindert werden. Dies ist für gehärteten Stahl erforderlich.
Vielseitigkeit: Mit dem Wasserstrahlschneiden lassen sich bis zu 12 Zoll dicke Materialien wie Metalle, Verbundwerkstoffe und Keramik schneiden.
Minimaler Abfall: Wasserstrahlschneiden zielt auf Präzision ab und reduziert bei hochwertigem Schnitt Abfall und Kosten.
Plasmaschneiden
Schnittgeschwindigkeit: Plasmaschneiden kann wesentlich schneller erfolgen als Wasserstrahlschneiden und bei dünneren Materialien Geschwindigkeiten von 200 Zoll pro Minute erreichen.
Kosteneffizienz: Aufgrund der angepassten Betriebskosten ist das Plasmaschneiden für die Produktion großer Stückzahlen und nicht komplexe Schneidverfahren interessant.
Materialbereich: Plasmaschneiden eignet sich hervorragend für leitfähige Materialien und bewältigt effizient Dicken bis zu 2 Zoll.
Tragbarkeit: Plasmaschneider sind wesentlich tragbarer als Wasserstrahlsysteme. Sie sind kompakt und ideal für den Einsatz vor Ort.
Beide Methoden bieten Effizienz, Präzision und Anpassungsfähigkeit und nutzen die technischen Parameter der Werkzeuge und die Anforderungen des Projekts, um sich als überlegene Alternative zum herkömmlichen Schneiden hervorzuheben.
Wasserstrahlschneiden eignet sich hervorragend, wenn es darum geht, Präzision und Materialintegrität zu erhalten. Beim Wasserstrahlschneiden wird anstelle anderer Schneidverfahren, die Hitze erzeugen, ein Hochdruckwasserstrahl oder ein abrasives Material verwendet, wodurch eine „Kaltschneide“-Funktion ermöglicht wird. Da beim Schneiden mit Wasser keine Hitze erzeugt wird, werden keine Bereiche durch Hitze beeinträchtigt. Eine Reihe empfindlicher Materialien profitieren sehr von diesem Verfahren.
Wichtige Szenarien für die Entscheidung zum Wasserstrahlschneiden:
Komplexe Designs: Wasserstrahlmaschinen ermöglichen Ingenieuren die Erstellung hochdetaillierter und aufwendiger Designs mit Toleranzen von bis zu ±0.003 Zoll.
Breite Kompatibilität: Wasserstrahlschneiden kann Metalle wie Stahl, Aluminium und Titan sowie Gummi, Schaum und Glas schneiden. Es kann auch die Schichtmethode verwenden, die bis zu 15 cm schneidet.
Hitzeempfindliche Komponenten: Verbundkunststoff und spezielle Gläser sind hitzeempfindliche Komponenten, die bei Hitzeeinwirkung zum Reißen und Verziehen neigen. Beim Wasserstrahlschneiden werden keine Komponenten der Hitze ausgesetzt.
Umweltfreundlich: Beim Anfasen mit Wasserstrahl entstehen keine gefährlichen Dämpfe oder Abfälle und sind daher umweltfreundlich.
Mehrschichtige Komponenten: Ermöglicht dem Bediener, mehrere Materialschichten zu schneiden und gleichzeitig die Produktivität zu steigern.
Aufgrund der besonderen Anforderungen werden mit dem Wasserstrahlschneiden die besten Ergebnisse in der Luft- und Raumfahrt, der Automobilindustrie, im Bauwesen und sogar bei Kunstdesignprojekten erzielt.

Mit dem Wasserstrahlschneiden von Stahl können Sie Stahl mit gleicher Präzision und Effizienz in verschiedene Stärken und Güteklassen schneiden. Kohlenstoffstahl, Edelstahl, Werkzeugstahl, legierter Stahl oder jede andere Stahlsorte können unabhängig von ihrer Stärke und Härte mit dem Wasserstrahl geschnitten werden. Das Wasserstrahlschneiden stellt sicher, dass selbst schwierige Stähle mit extremer Hitzeempfindlichkeit oder Reflektivität richtig bearbeitet werden, da bei dieser Methode weder durch Hitze noch durch Verformung Zonen verändert werden.
Einer der größten Vorteile des Wasserstrahlverfahrens ist das Schneiden von rostfreiem Stahl und Werkzeugstahl. Die Festigkeit und Korrosionsbeständigkeit des Materials bleiben bei rostfreiem Stahl erhalten, da die Wärmeeinflusszone (WEZ) eliminiert wird. Abhängig von den Druck- und Schleifeinstellungen der Wasserstrahlmaschine sind saubere Schnitte bei Blechen unterschiedlicher Dicke möglich, von empfindlichen, dünnen Blechen von 0.01 Zoll bis hin zu einigen schweren Platten von etwa 6 Zoll oder sogar mehr. Die durchschnittliche Schnitttoleranz für rostfreien Stahl beträgt etwa ±0.003 Zoll und markiert damit ein Spitzenniveau an Genauigkeit.
Wasserstrahlmaschinen schneiden durch verschiedene Werkzeugstahlsorten wie A2, D2, M2 und andere und behalten dabei die Härte und Haltbarkeit der Sorte bei. Edelstahl lässt sich ebenfalls problemlos verarbeiten, ohne dass die entscheidenden Eigenschaften der Legierung verloren gehen. Selbst die futuristischen Fähigkeiten von Waterjet haben ihren Preis. Als Kompromiss muss die Maschine mit erstaunlichen 60,000 bis 90,000 PSI arbeiten. Dieser hohe Druck der Wasserstrahlmaschine führt jedoch zu hervorragenden Ergebnissen. Der feine Granat-Abrasiv-Wasserstrahlschneider sorgt dafür, dass die Nachbearbeitung auf ein Minimum beschränkt wird.
Die Anpassungsfähigkeit und Flexibilität von Wasserstrahlmaschinen machen sie zum Goldstandard für die moderne Fertigung. Sie können in verschiedenen Branchen dominieren, die komplizierte Designs und Komponenten mit anspruchsvollen Spezifikationen erfordern.
Die Wasserstrahltechnologie hat unseren Umgang mit Stahl völlig verändert. Ob Edelstahl, Werkzeugstahl oder verschiedene Stahllegierungen, die Wasserstrahltechnologie ist eine sichere Garantie. Wasserstrahlschneiden funktioniert effizient sowohl mit dicken als auch mit dünnen Stahlblechen und schneidet mit einer atemberaubenden Toleranz von ±0.003 Zoll. Dabei verliert der Wasserstrahl zu keinem Zeitpunkt an Genauigkeit oder Kontrolle. Es entstehen glatte Kanten mit sehr wenigen oder gar keinen Graten. Zusammenfassend lässt sich sagen, dass die Wasserstrahltechnologie keine Rolle bei der Güte spielt. Sie hat jede einzelne Stahlform fest im Griff.
Ein wichtiges Merkmal ist, dass beim Wasserstrahlschneiden keine Hitze verwendet wird, wodurch thermische Belastungen oder Verformungsrisiken vermieden werden. Aus diesem Grund sind für komplizierte Designs in Branchen mit anspruchsvollen Spezifikationen keine Wasserstrahldienste erforderlich. Die Technologie bietet außerdem eine unübertroffene Vielseitigkeit bei der Bearbeitung verschiedener Stahllegierungen, mit erweiterten Druckeinstellungen von 60,000 bis 90,000 PSI und gleichbleibend feinen Schleifmitteln wie Granat.
In Bereichen, in denen Genauigkeit, Flexibilität und die Wahrung der Integrität des Materials grundlegende Voraussetzungen sind, ist das Wasserstrahlschneiden besonders überzeugend. Im Folgenden werden einige bemerkenswerte Beispiele beschrieben:
Luft-und Raumfahrtindustrie
Wasserstrahlschneiden wird in der Luft- und Raumfahrtindustrie häufig eingesetzt, um Hochleistungsstahllegierungen zu Turbinenschaufeln, Halterungen, Strukturkomponenten und mehr zu verarbeiten. Die Fähigkeit, komplizierte Schnitte in komplexer Geometrie mit thermischer Spannungsentlastung durchzuführen, gewährleistet die Einhaltung der Luft- und Raumfahrtvorschriften. Hier liegen die durchschnittlichen Genauigkeitstoleranzen bei ±0.003 Zoll und das verarbeitete Material kann bis zu 6 Zoll dick sein.
Automobilbau
Diese Technologie ermöglicht die effiziente Bearbeitung komplexer Teile wie Zahnräder, Auspuffanlagen und sogar Aufhängungshalterungen. Die Genauigkeit und die Wärmeverzugsfreiheit des Wasserstrahlschneidens machen es für hochfesten Stahl geeignet, der in Automobilstrukturteilen verwendet wird. Hersteller stellen den Wasserstrahldruck beim Schneiden von Edelstahl auf 60,000 bis 90,000 PSI ein.
Medizintechnik
Die medizinische Industrie nutzt das Wasserstrahlschneiden für chirurgische Instrumente und Implantate aus Werkzeugen und Edelstahl. Die Präzisionsanforderungen dieser sicherheitsrelevanten Komponenten sind außergewöhnlich hoch. Die Verwendung feinkörniger Granat-Schleifmittel garantiert saubere und glatte Kanten, ohne dass die Materialeigenschaften auch in Mikrodetails beeinträchtigt werden können.
Öl- und Gassektor
Durch Wasserstrahlschneiden können Stahlkomponenten wie Rohrleitungen, Flansche und Ventile hergestellt werden, die hohem Druck und extremen Temperaturen standhalten. Darüber hinaus bietet das Fehlen eines wärmebeeinflussten Bereichs einen Wettbewerbsvorteil, da dadurch die wertvollen metallurgischen Eigenschaften des Stahls erhalten bleiben.
Künstlerische und dekorative Anwendungen
Mit dem Wasserstrahlschneiden können Künstler, Juweliere und Architekten individuelle Stahldesigns erstellen. Durch das kontrollierte Schneiden komplexer Muster werden die Festigkeit und Oberflächenbeschaffenheit des Materials verbessert.
Obwohl kundenspezifische Stahlarbeiten zu Dekorationszwecken oder für anspruchsvolle technische Zwecke durchgeführt werden können, sind Wasserstrahlschneidearbeiten in der computergestützten Welt herausragend.
Optimale Ergebnisse Technische Parameter
Druckeinstellungen: 60000-90000 PSI
Toleranzen: Typischerweise ±0.003 Zoll
Dicke des Schneidmaterials: Bis zu 6 Zoll plus
Verwendete Schleifmittel: Feiner Granat oder gleichwertig
Bei Stahllegierungen müssen Industrien durch die Einführung der Wasserstrahltechnologie keine Abstriche mehr bei Leistung und Anpassungsfähigkeit machen. Ihre fortschrittlichen Fähigkeiten garantieren überdurchschnittliche Präzision und Anpassungsfähigkeit an unglaublich extreme Bedingungen.
Führender Anbieter von CNC-Metallbearbeitung in China
A: Beim Wasserstrahlschneiden wird ein Hochdruckwasserstrahl, oft gemischt mit Schleifpartikeln, zum Schneiden von Materialien verwendet. Die Wasserstrahlschneidemaschine richtet diesen Strahl auf das Material und trägt es effektiv ab, um präzise Schnitte zu erzeugen. Diese Methode ist besonders effektiv zum Schneiden von Stahl und anderen Metallen.
A: Zu den Vorteilen des Stahlschneidens mit einem Wasserstrahl gehören Präzisionsschnitte mit minimalem Materialabfall, keine wärmebeeinflussten Zonen, die die Materialeigenschaften verändern können, die Möglichkeit, komplexe Formen zu schneiden, und die Vielseitigkeit beim Schneiden verschiedener Stärken und Stahlarten. Wasserstrahlschneiden ist außerdem umweltfreundlich und erzeugt keine schädlichen Dämpfe oder Staub.
A: Die Dicke des Stahls, den ein Wasserstrahl schneiden kann, hängt von der jeweiligen Maschine und Einrichtung ab. Im Allgemeinen können die meisten kommerziellen Wasserstrahlschneidmaschinen Stahl mit einer Dicke von bis zu 6 Zoll schneiden. Einige fortschrittliche Systeme, wie der OMAX-Wasserstrahl, können sogar noch dickere Materialien schneiden, möglicherweise bis zu 9 Zoll Edelstahl. Die Schneidzeit erhöht sich jedoch erheblich mit der Dicke.
A: Beim reinen Wasserstrahlschneiden wird nur ein Hochdruckwasserstrahl verwendet und es wird normalerweise zum Schneiden weicher Materialien verwendet. Beim abrasiven Wasserstrahlschneiden hingegen wird das Wasser mit abrasiven Partikeln (normalerweise Granat) vermischt und es wird zum Schneiden komplexerer Materialien wie Stahl verwendet. Das abrasive Wasserstrahlschneiden ist leistungsstärker und kann dickere und komplexere Materialien schneiden als das reine Wasserstrahlschneiden.
A: Eine Wasserstrahlschneidemaschine kann gehärteten Stahl schneiden. Die Schleifpartikel im Wasserstrahl können sogar die härtesten Stähle durchschneiden. Dies macht das Wasserstrahlschneiden zu einer ausgezeichneten Wahl zum Schneiden von Werkzeugstahl, Panzerplatten und anderen gehärteten Stahlmaterialien, die für andere Schneidmethoden eine Herausforderung darstellen könnten.
A: Einer der Hauptvorteile des Wasserstrahlschneidverfahrens besteht darin, dass es im Gegensatz zu vielen anderen Schneidverfahren keine Hitze erzeugt. Das bedeutet, dass es keine hitzebeeinflusste Zone gibt, die die Eigenschaften des Stahls verändern könnte. Die Schnittkanten sind sauber und erfordern normalerweise keine Nachbearbeitung. Bei sehr dicken Schnitten kann es jedoch zu einer leichten Verjüngung oder zu Nachlauflinien an der Unterseite des Schnitts kommen.
A: Wasserstrahlschneidmaschinen sind vielseitig und können praktisch alle Stahlsorten schneiden, darunter Weichstahl, Edelstahl, Werkzeuge, Federn und exotische Legierungen. Mit Schleifpartikeln vermischtes Wasser kann jede Stahlsorte, von der weichsten bis zur härtesten, effektiv schneiden.
A: Im Vergleich zu anderen Schneideverfahren bietet das Wasserstrahlschneiden mehrere Vorteile. Es kann dickere Materialien schneiden als das Laserschneiden, erzeugt keine wärmebeeinflusste Zone wie das Plasmaschneiden und kann kompliziertere Formen erzeugen als das traditionelle mechanische Schneiden. Während es bei dünnen Materialien langsamer sein kann, wird es mit zunehmender Materialdicke wettbewerbsfähiger, insbesondere bei Stahlblöcken oder -platten mit mehreren Zoll Dicke.

Fertigungsprozesse sind recht komplex, und die Wahl des Produktionsverfahrens steht in direktem Zusammenhang mit
Mehr erfahren →
Es gibt zwei Hauptherstellungsverfahren für die Produktion von Kunststoffprototypen, die die meisten Menschen als nützlich empfinden.
Mehr erfahren →
Als Person, die an der Konstruktion und Produktion von Kunststoffkomponenten beteiligt oder daran interessiert ist,
Mehr erfahren →